Содержание
- Сварка и оборудование, при помощи которого этот процесс происходит
- Виды сварочных аппаратов
- Преимущества самодельного инвертора
- Необходимые комплектующие и инструменты
- Последовательность сборки сварочного аппарата
- Принцип работы сварочного инвертора
- Как работает инверторный сварочный аппарат
- Элементы электрической схемы инверторных устройств
- Целесообразность использования инверторов и их основные недостатки
- О категориях и ценах
- Определяемся с характеристиками
- Дополнительные функции инверторных сварочных аппаратов
- Как выбрать производителя сварочного инвертора
- Что такое сварочный инвертор и как он работает
- Какой сварочный инвертор лучше подойдет для домашних целей
- Какого производителя выбрать
Сварка и оборудование, при помощи которого этот процесс происходит
Сварка это — соединение двух материалов путём плавления. При помощи высокой температуры края соединяемых материалов расплавляются, перемешиваются между собой, образуя однородный сварочный шов. Очень часто, за исключением некоторых видов сварки, в этом процессе участвует и материал электрода. Высокая температура достигается за счет электрической дуги между электродом и свариваемым материалом, электронного луча, лазерного луча, газовой сварки и таким же способами, вызывающими плавление металла.
Большую часть соединений приходится на металлические детали, но в последнее время сварка широко начала использоваться для соединений изделий из пластмассы, керамики и сочетаний этих материалов.
Естественно, сам процесс сварки небезопасен. Нужно соблюдать особенную технику безопасности, что бы не попасть под поражение электрическим током, ожогом как роговицы глаз, так и различных частей тела, как инфракрасным излучением, так и ультрафиолетовым, а также брызгами от расплавленного металла.
Источников для создания электрической дуги и её поддержания бывает несколько. Это трансформаторные источники, инверторные, выпрямители. Есть и такие как сварочные агрегаты, которые работают по принципу двигателя внутреннего сгорания.
Самое большое применение из этих аппаратов приходится на сварочные трансформаторы, а также инверторные сварочные аппараты постоянного тока. Если посмотреть инвертор, он использует в работе токи высокой частоты, при этом работая за счет встроенных внутри силовой электроники, а также небольших по размеру трансформатора — преобразователя. Как достоинство этого аппарата можно отметить компактность, вес, для бытового использования он достаточно небольшой, до 5 кг, а также энергопотребление, которое достаточно низкое.
 Сварочный инвертор
Сварочный инвертор
К минусам можно отнести цену, которая выше, чем у сварочных трансформаторов, особенно у профессиональных сварочных аппаратов инвертор постоянного тока, особые требования к температуре и влажности окружающей среды. Он реагирует на перепад напряжения в сети и его ремонт достаточно таки дорогой по сравнению с общей стоимостью.
Если рассматривать трансформаторный сварочный аппарат, его преимуществом будет простота конструкции. Трансформатор, который является основой аппарата, обеспечивает напряжение сети до необходимого для проведения сварки. Он питается переменным током из сети, при этом получаем или постоянный или переменный ток это в зависимости от схемы работы аппарата. Они имеют невысокую стоимость, и при поломке отремонтировать их не сложно.
 Сварочный трансформатор
Сварочный трансформатор
Подразделяются аппараты по мощности, по количеству рабочих мест, присоединяемых к одному трансформатору и напряжением, и по сети: однофазные или трёхфазные.
Дроссель для сварочного аппарата постоянного тока
Еще необходимой деталью конструкции трансформатора является дроссель для сварочного аппарата постоянного тока, который используется как усилитель в электродных аппаратах, так и в полуавтоматах.
Дроссель для сварочного аппарата постоянного тока, схема.
Его ещё называют катушкой индуктивности. Эта деталь улучшает работу трансформатора и представляет собой специальный провод, который наматывают вокруг сердечника из ферромагнита. Что бы проще объяснить – напряжение, которое подается на катушку на выходе, повышает, причем плавно, силу тока. Если менять полярность, сила тока уменьшается, опять — таки плавно, без скачков. Это очень важно для равномерного горения электрической дуги и, соответственно, для качества сварки, а также защита при колебаниях напряжения в сети.
Эффективность дросселя определяется по такому параметру, как индуктивность. Она измеряется в такой величине, как Гн. (Генри), что означает что через дроссель , имеющий индуктивность 1 Гн, при напряжении 1В в течение 1 секунды может пройти только 1А тока.
Количество витков на катушке и индукция взаимосвязаны по принципу прямой пропорции. Очень часто дроссель изготавливают своими руками, тем более, что схем в интернете достаточно, как и описаний, как это сделать. Поэтому высчитывать количество витков, возводить их в квадрат не обязательно.
Сварочные аппараты постоянного и переменного тока, в чём у них разница
Эти сварочные аппараты имеют разные сварочные дуги. Отсюда и разница в применяемых электродах. При покупке электродов это следует учитывать. Но не только в этом отличие, основное отличие идет по устройству самого сварочного трансформатора.
 Сварочный аппарат переменного тока
Сварочный аппарат переменного тока
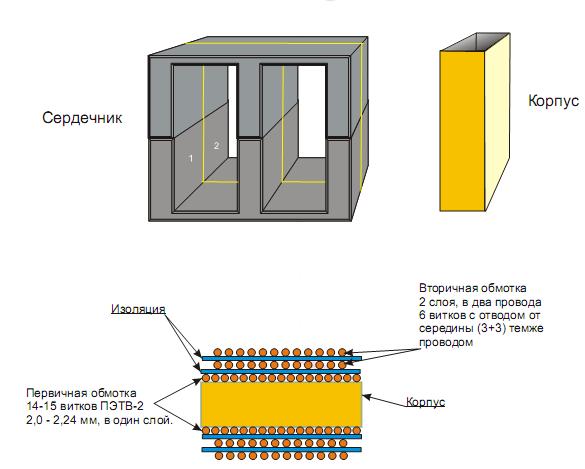
Как описывалось выше, сварочный трансформатор имеет под своим корпусом сердечник в виде замкнутого магнитопровода, а также как первичную, так и вторичную обмотку. Электрический ток проходит через первичную обмотку, намагничивая при этом сердечник. Магнитный поток, который получается при этом, на вторичной обмотке вырабатывает переменный ток, напряжение которого напрямую зависит от того, сколько витков намотано на вторичную обмотку. Так получается переменный ток. Если сравнивать сварочный трансформатор постоянного тока, в его конструкции присутствует выпрямитель, который и делает ток постоянным.
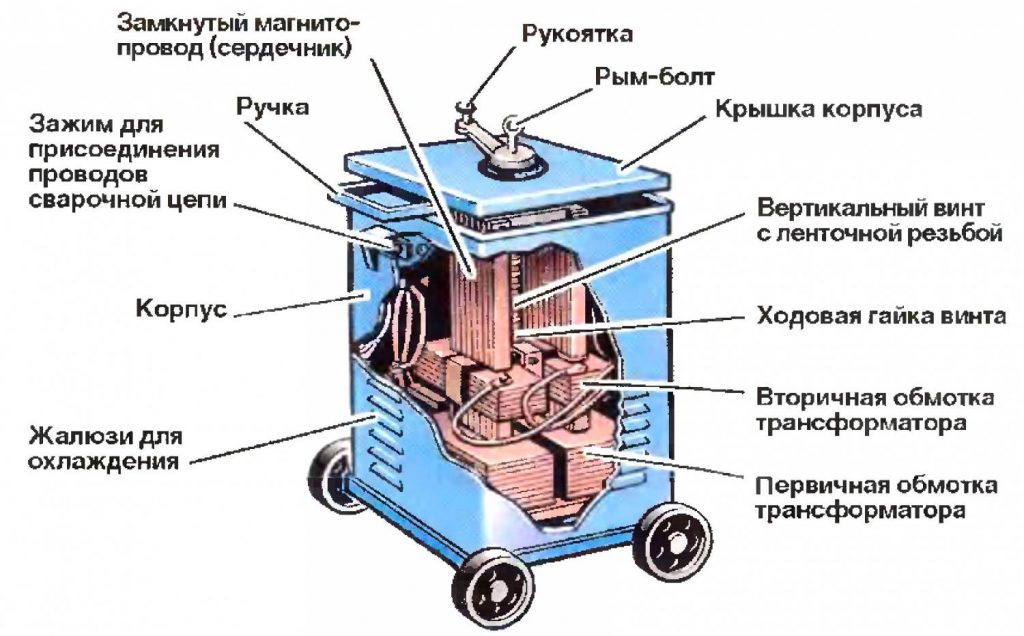
Схема трансформатора
Сама сварка переменным и постоянным током при сравнении показывает, то что последняя обеспечивает более качественный сварной шов за счет того, что значение тока стабильное, не имеет нулевых значений и дуга горит постоянно. Получается хорошее расплавление кромок, при этом уменьшается количество дефектов в самом сварном шве, что улучшает качество шва. Кроме того, само разбрызгивание расплавленного металла значительно уменьшается, чем снижаются затраты на зачистку шва после остывания.
Какой лучше купить сварочный аппарат постоянного тока
Если рассматривать покупку сварочного аппарата, конечно, выбирают из двух категорий: для сварки в домашних условиях и для сварки в промышленных условиях, для профессионалов. Для работ в квартире, в доме, в гараже лучше всего подойдут бытовые модели понижающих трансформаторов. Они могут быть с несколькими дросселями или с одним или двумя реостатами. Главное в выборе это однофазный аппарат с 220 в, хотя имеются такие, которые имеют переключение по сетям, 220 или 380 вольт.
Амперметр для измерения силы тока
Чем большую силу тока выдает аппарат, тем его цена выше, так как тем большую толщину металла он может варить.
Если стоит цель купить сварочный аппарат постоянного тока для домашнего использования, можно рекомендовать величину силы тока от 50 до 160 А, не выше. При выборе нужно знать, в основном какие работы и с каким металлом будут проводиться, как часто будет эксплуатироваться оборудование и сколько денег можете потратить на покупку, как самого оборудования, так и на обязательные комплектующие и тем более средства индивидуальной защиты при сварке.
Сварочный бытовой аппарат
Более частым в применении является аппарат для ручной дуговой сварки плавящимся электродом, который покрыт флюсом, так называемая сварка MMA.
Виды электродов при ручной дуговой сварке.
Применяется, как вариант, также сварка неплавящимся электродом или называют ещё: сварка TIG, но в домашних условиях она применяется не очень часто, но этот метод пригоден для сварки тонколистовой стали, например, для ремонта автомобиля, деталей из алюминия.
Цена на сварочный аппарат постоянного тока, например, Зубр, Фубаг, Ресанта , Антика -3300 рублей- 3800 рублей.
Если рассматривать импортное оборудование, можно предложить германский аппарат KRÜGER, он стоит от 5500 рублей.
Схема сварочного аппарата
Конечно, можно сделать сварочный аппарат постоянного тока самому. Это для специалиста не составит труда, если есть доступ к материалам, из которых его можно изготовить. Вместо корпуса можно взять за основу раму. Также нужен источник питания, который имеет высокую мощность. Все инструкции можно узнать в интернете.
Самодельный сварочный аппарат
Трехфазные сварочные аппараты постоянного тока
Для работы в автомастерских, в различных цехах небольших предприятий, нужны аппараты с большими величинами тока на выходе, они должны работать от сети с трёхфазным током. В самом устройстве имеются от 6 до 12 диодов, которые подключены параллельно и последовательно в электрической схеме.
Схема профессионального сварочного аппарата с дополнительными функциями
Такой промышленный сварочный аппарат постоянного тока позволяет сваривать металлы различной толщины. На хорошем аппарате можно проводить и сварку, и резку металла. Также к ним можно подсоединить и два и три рабочих места и вести работу одновременно.
Трёхфазный аппарат имеет переключение как на 220, так и на 380 вольт. Они наиболее применимы на предприятиях, так как качество соединения при их использовании получается высоким.
В основном применяются сварочные аппараты постоянного тока на 380 вольт. В быту такие не применяются в виду того, что в доме 380 вольт практически не бывает. Стандартно применяется сварочный ток, равен 300 А. Все промышленные аппараты имеют солидный вес, поэтому их устанавливают на колёса. Их вес может достигать 100 кг, они все имеют защиту от короткого замыкания.
Виды сварочных аппаратов
Для надёжного соединения металлов в любом строительстве используются сварочные аппараты, основой которых является силовой трансформатор, служащий преобразователем напряжения и потребляемого тока. По принципу действия агрегаты для сварки делятся на следующие типы:
- с использованием постоянного тока;
- аппараты переменного тока;
- трёхфазные устройства;
- сварочные инверторы.


До недавнего времени самым популярным был сварочный аппарат постоянного тока, основным недостатком которого был значительный вес. Вместе с тем несложная конструкция такого изделия позволяла в домашних условиях изготовить самоделку, не уступающую промышленным образцам. Кроме силового трансформатора, в конструкцию входят выпрямительные диоды и сглаживающий конденсатор большой ёмкости, а также дроссели и сопротивления. Таким образом, сварочный аппарат собрать своими руками не так уж и сложно.
Ещё проще выглядит сварочный аппарат переменного тока, представляющий собой силовой трансформатор, во вторичной обмотке которого делают несколько выводов с разным количеством витков. Это делают для регулировки сварочного тока в зависимости от толщины соединяемого материала. Такие сварочные аппараты переменного тока просты в изготовлении, но имеют низкую комфортность при работе, хотя шов получается более равномерным и прочным.
Трёхфазные агрегаты изготавливают из трёх трансформаторов, соединённых в звезду с шестью диодами, подсоединёнными по трёхфазной мостовой схеме. Такое подключение позволяет потребить небольшой ток и распределить равномерно по фазам нагрузку.
Далее рассмотрим сварочные инверторы с переменным током высокой частоты, которые отличаются небольшим весом и габаритами. Суть их работы состоит в том, что переменное сетевое напряжение 220 вольт с частотой 50 Гц выпрямляется, а затем преобразуется в высокочастотное переменное напряжение 20—50 кГц. Такой подход позволяет уменьшить потребление тока и понизить вес агрегата, не ухудшая его технических характеристик.
Важно помнить, что самодельные сварочные аппараты с постоянным током используются только с соответствующими электродами.
Преимущества самодельного инвертора
Для строительных работ с применением металлоконструкций желательно иметь свой аппарат для сварки, но его цена в розничных сетях зачастую оказывается слишком высокой. Можно собрать самодельный сварочный аппарат, который снизит стоимость конечного изделия, но без определённых затрат всё же обойтись не удастся. В частности, затраты на высокочастотные транзисторы, а также тиристорный регулятор тока для сварочного аппарата и выпрямительные диоды станут необходимыми.
Инвертор обладает следующими преимуществами:
- малый вес, около 10 кг, в зависимости от мощности;
- коэффициент полезного действия — более 90 %;
- малое потребление электроэнергии;
- широкие пределы работы схем регуляторов тока, что позволяет работать по разным технологиям сварки элементов из разных металлов;
- высокая стабильность напряжения на электроде позволяет сделать ровный и качественный шов;
- можно использовать электроды разного типа;
- современные схемы и элементная база дают возможность устранить залипание электродов и обеспечивают ускоренный розжиг дуги.
Необходимые комплектующие и инструменты
Мы видим, что инвертор в сварочных работах является незаменимым инструментом, лёгким и удобным в эксплуатации. Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
- мощный паяльник с припоем и флюсом;
- набор отвёрток и пассатижи;
- электродрель или шуруповёрт с набором свёрл;
- ножовка, нож, ножницы;
- подходящий по размеру корпус для монтажа инвертора.
Поскольку работа инвертора сопровождается нагревом элементов, необходимо обеспечить принудительную систему вентиляции, а диоды и транзисторы размещать на радиаторах.
Чтобы понять суть сборки аппарата, необходимо разобраться в принципиальной схеме устройства и взаимодействия его составляющих между собой. Сварочный инвертор состоит из следующих основных узлов:
- сетевое напряжение 220 В, 50 Гц поступает на первичный низкочастотный диодный выпрямитель, после которого постоянное напряжение фильтруется конденсаторами;
- постоянное напряжение подаётся на инвертор, выдающий на выходе высокочастотное переменное напряжение;
- далее располагается понижающий трансформатор;
- затем вторичный высокочастотный выпрямитель;
- постоянный ток через дроссель идёт на электрод;
- со входа и выхода высокочастотного трансформатора осуществляется соединение с блоком обратной связи, который корректирует работу инвертора в зависимости от параметров сварочного тока;
- блок управления сварочным инвертором.
Последовательность сборки сварочного аппарата
Собственноручная сборка инвертора подразумевает использование как можно большего количества готовых элементов, поскольку этот агрегат довольно сложный и без знания основ радиоэлектроники не обойтись. При окончательной проверке и отладке понадобятся осциллограф и тестер, рассчитанный на замеры токов большой силы.
Самостоятельно можно перемотать трансформатор, адаптируя его к вашим запросам, или создать дроссель. Под силу разместить диоды и тиристоры на радиаторах, закрепить шины из алюминиевых или медных полос, но собрать и отладить блоки обратной связи и управления можно только при помощи специалиста.
При сборке сварочного аппарата очень важно соблюдать правила техники безопасности, поскольку электрооборудование связано с риском поражения током.
Проводя работы по монтажу узлов инвертора, необходимо соблюдать ряд требований, а именно:
- корпус для аппарата нужно выбирать так, чтобы в нём компактно, но не скученно были размещены все элементы инвертора;
- при намотке трансформатора нужно следить за плотной укладкой витков обмотки, надёжно изолировать их и закреплять;
- силовые диоды, тиристоры и транзисторы надёжно закреплять на радиаторах с использованием теплопроводящей пасты;
- лучше всего использовать медные провода и шины, поскольку их токопроводящие свойства выше, чем у алюминия;
- к качеству всех компонентов следует относиться очень внимательно, потому что от них зависит долговечность устройства;
- обеспечить бесперебойную работу системы охлаждения с помощью мощных вентиляторов, а в корпусе просверлить отверстия для циркуляции воздуха;
- тщательно пропаивать все электрические соединения.
Окончательная отладка сварочного инвертора должна проводиться под контролем специалиста.
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения ![]() .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
-
1. Выпрямление переменного напряжения электросети 220V;
-
2. Преобразование постоянного напряжения в переменное высокой частоты;
-
3. Понижение высокочастотного напряжения;
-
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах ![]() . Такие же преобразования происходят в импульсных блоках питания для ПК.
. Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
-
Обозначение полевого транзистора на схеме.
-
Параметры MOSFET транзисторов.
-
Химические источники тока.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
{kind=link}
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.
Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.
Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.
Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.
Определяемся с характеристиками
Выбрать ценовую категорию — это хорошо, но нужно еще и технические характеристики подобрать. Сначала определимся с электропитанием. Если вы выбираете агрегат для частного использования в доме или на даче, скорее всего, вас больше устроит питание от сети 220 В. Сварочные инверторы есть и от 380 В, но вряд ли дома у кого-то есть такие источники. А если есть — выбирайте трехфазные инверторы. Их намного меньше, но они тоже есть.
Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
|---|---|---|
| 1,5 мм | 1,2 — 2,0 мм | 30 — 75 А |
| 2,0 мм | 1,5 — 3,0 мм | 40 — 100 А |
| 2,5 мм | 1,5 — 5,0 мм | 50 — 120 А |
| 3,0 мм | 2,0 — 12,0 мм | 100 — 150 А |
| 4,0 мм | 4,0 — 20, мм | 120 — 200 А |
| 5,0 мм | 10 — 40 мм | 170 — 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон, без которой начинающему сварщику будет тяжело).
Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика. Новичкам в сварочном деле рекомендуют маску-хамелеон
Минимальный ток Imin нужен при сварке инвертором тонких металлов. Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
Напряжение холостого хода
Эта характеристика измеряется на включенном оборудовании без нагрузки. Обозначается как Uxx, единица измерения — Вольты (В). Она определяет, насколько легко будет зажигаться сварная дуга и насколько дуга будет стабильна. Диапазон значений — 40-90 В. Чем выше заявлено напряжение холостого хода, тем легче будет идти сварка.
Технические характеристики сварочного инвертора Fubag in 160. Напряжение холостого хода может быть описана так
Питающее напряжение
Как уже говорили, большая часть инверторов работает от сети 220 В. Но на российских сетях более-менее стабильное напряжение поддерживается только в крупных городах. В сельской местности напряжение в 190 В — это уже хорошо. Но инверторные сварочные аппараты тем и хороши, что они нетребовательны к питающему напряжению. Они спокойно варят при 180-190 В, а некоторые модели и при 150 В могут «тянуть» электрод 3 мм диаметром.
Если у вас в поселке напряжение низкое, обратите внимание на этот показатель. Он прописывается обычно просто как «напряжение» и через тире проставляют минимальное и максимальное значение: например 150-245 В. Иногда можно увидеть такую запись: 220 В +10%, -30%. Это значит, что нормально аппарат будет варить, если питающее напряжение будет находится в пределах от 154 В до 244 В (220 В — 30% = 154 В, и 220 В + 10% = 244 В).
Режим работы на максимальном токе
Если работать вам приходится на максимально возможном токе, то агрегату придется давать время остыть. То есть, какое-то время варите, какое-то время отдыхаете. Эти промежутки считаются на 10 минут, обозначается в технических данных как «ПВ на максимальном токе», измеряются в процентах — %.
Например, если в характеристике стоит ПВ на максимальном токе 40%, это значит, что из 10 минут 4 вы можете варить, а 6 будете ждать, пока аппарат остынет. Нормальными характеристиками считаются хотя-бы 50-60%, хорошими — 70% и выше.
Технические характеристики инверторной сварки ТОРУС-165 МАСТЕР (Torus 165 Master)
Учтите, что это требование касается только максимального тока, или близкого к нему. На средних или низких токах необходимости в принудительных остановках нет. Вам все равно придется время от времени менять электроды или положение, двигать деталь. Так что паузы будут.
Вот и все технические параметры, которые нужны. Теперь вы знаете, как выбрать сварочный инвертор по характеристикам. Но и это еще не все. Есть еще и дополнительные функции. Для новичков они могут быть очень полезны. А еще на выбор могут повлиять некоторые эксплуатационные моменты.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.
Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных
Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные. Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак. Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Сварочные инверторы Ресанта. Родина бренда — Латвия, производитель — Китай. Есть три линейки:
- САИ — модели с максимальным сварочным током от 140 А до 250 А, напряжение питания от 170 В до 250 В. Цена от 6,5 тыс руб за САИ 140, до 14 тыс. руб. за 250 амперную модель.
- САИ ПН — модели, работающие на пониженном напряжении — от 150 В. Цена от 11 тыс. руб. за 160 амперный агрегат, до 18-19 тыс. руб за мощность 250 ампер.
- САИ К — компактные модели, имеющие меньший вес и габариты, а характеристики как у САИ. По цене от 7,3 тыс. руб за 160 амперный аппарат, до 12 тыс. руб за 250 А.
Сварочные инверторы Ресанта линеек САИ, ПН (пониженное напряжение) и К (компактные) (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
- Сварочные инверторы Сварог: родина бренда — Россия, производитель — Китай. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В).
- Бытовые модели ARS 165, ARS 205;
- Профессиональные PRO ARC-160 PFC, ARC-205В, ARC-315.
{kind=link}
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В).
- Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр».
- Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки:
- «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении.
- FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Российские сварочные инверторы
Сварочных аппаратов, которые производятся в России, немного. Несколько лет назад появились инверторы «Торус», которые отвечают заявленным характеристикам и дают стабильную дугу. Что радует — длительная гарантия — 3 года. Такой срок встречается очень нечасто, так что это уже вселяет надежду на то, что работать все должно хорошо. Линеек две:
- Бытовые аппараты «Торус» — 165 , 175, 200, 210 (это мощность в амперах). Цена от 13 тыс. руб. за 165 амперную модель до 15 тыс руб. за более мощные — 200-210 ампер, ПВ на максимальном токе 60%.
- Профессиональная линейка Торус 235 Прима, 250 Экстра, Торус 255 Профи (от 17,3 тыс. руб до 20,5 тыс. руб), ПВ на максимальном токе 80%.
Заявленное питающее напряжение 165-242 В. Обратите внимание, сварочные кабели не входят в базовую комплектацию. Их нужно покупать отдельно.
Испытания сварочного инверторого аппарата Торус 250 смотрите на этом видео.
Выпускают в Росии и инверторные сварочники Inforce. Они относятся к категории профессиональных, есть всего две модели на 200 и 250 ампер. Работать могут как в режиме MMA так и TIG (горелка и баллоны с газом приобретаются отдельно). Регулировка тока плавная — от 50 до 200/250 ампер, соотношение работы/отдыха на максимальном токе — 60%. Цена инверторов Inforce 16-21 тыс, рублей.
В Нижнем Новгороде на предприятии «ЭлектроИнтел» выпускают инверторные сварочные аппараты Neon (Неон). Эта техника разработана для работы в суровых условиях: нормально варит при температуре от -40°С до +40°С. Аппараты универсальные — работаю тоже как в режиме ручной электродуговой сварки, так и в режиме TIG. Для аппаратов такого типа цена очень даже невысокая. Например, сварочный инвертор NEON (Неон) ВД 160 стоит 9,7 тыс. руб. Вторая модификация, которая может подойти для бытового использования (для строительства, например) Это NEON ВД 180 продается по цене 12,5 тыс. рублей. Аппараты имеют все сервисные функции и многоплатную структуру (более ремонтопригодные, чем одноплатные аналоги). Соотношение работы/отдыха ПВ на максимальном токе — 80% (измерялось при температуре +40°C).
Что такое сварочный инвертор и как он работает
Инвертор — это улучшенная модификация сварочного аппарата. За счёт изменения частоты тока с последующим выпрямлением у него лучше характеристики и качество швов.
Устройство и принцип работы
Несмотря на внешнее сходство, инвертор отличается от сварочного трансформатора наличием:
- низко и высокочастотного выпрямителя;
- рабочего шунта;
- инвертора;
- электронного блока управления;
- стабилизатора;
- датчика тока.
Как и у обыкновенного сварочного аппарата имеется силовой трансформатор, охлаждаемый вентилятором.
Устройство сварочного инвертора
{kind=link}
У сварочного инвертора принцип работы основан на сдвиге напряжения, что позволяет увеличить мощность за счёт повышения частоты. Процесс происходит в следующей последовательности:
- низкочастотный выпрямитель изменяет переменный в постоянный ток;
- после выпрямления ток подаётся на инвертор, который преобразует его в переменный с частотой 50 — 60 кГц;
- после чего напряжение понижается трансформатором;
- затем уменьшенное напряжение проходит через высокочастотный выпрямитель и поступает на выходные клеммы.
Схема работы сварочного инвертора
{kind=link}
Достоинства и недостатки инверторной сварки
У сварочных аппаратов инверторного типа КПД достигает 90%. Электронный регулятор позволяет менять силу сварочного тока от десятков до сотен ампер. Малый вес и размеры позволяют перемещать их в сумках, например, при дачном переезде. Двойная изоляция надёжно защищает от поражения электрическим током.
Инверторная сварка может использоваться в режиме короткой дуги, что повышает качество швов, снижает потери. Работа может производиться любыми электродами. Возможна ручная сварка нержавейки, цветных металлов, сплавов в среде аргона. Для увеличения мощности допускается параллельное соединение устройств.
К минусам относится высокая стоимость ремонта. При поломке ключевых элементов придётся заплатить треть цены устройства.
Инверторный сварочный аппарат лучше не хранить в холодном помещении, так как образующийся из-за температурных перепадов конденсат губителен для электроники. Пыль также не лучшим образом сказывается на его самочувствии, поэтому чистку нужно производить часто.
Виды сварочных инверторов
Инверторные устройства подразделяются на три типа:
- Бытовой используется для ручной сварки металла толщиной до 3 мм. По международной классификации обозначается MMA.
- Полупрофессиональный тип отличается повышенной мощностью и меньшими перерывами на охлаждение, допускается сварка изделий толщиной до 6 мм. Работоспособность сохраняется при питающем напряжении от 165 вольт. Некоторые модели оснащаются разъёмами для TIG (ручная сварка в среде инертного газа).
- Профессиональный вид позволяет работать в течение 6 — 8 часов при напряжении от 130 вольт без перерывов. Когда требуется высокая производительность, эти инверторы применяются для полуавтоматической сварки в среде аргона (MIG/MAG) специальной проволокой.
Какой сварочный инвертор лучше подойдет для домашних целей
Определяются значения характеристик для успешного проведения планируемых работ. Затем выбирается инверторный сварочный аппарат и вспомогательное оборудование по этим показателям.
Основные характеристики
При выборе учитываются следующие параметры:
- Подключение tig потребуется для сварки нержавейки и цветного металла, но вольфрамовые электроды, баллон с газом, горелка приобретаются отдельно.
- Режим работы на максимальном токе должен периодически прерываться на остывание агрегата. Такие циклы измеряются интервалами времени 10 минут, обозначаются как ПВ и указываются в процентах. Если в паспорте стоит 45%, значит, через каждые 4,5 минуты работа останавливается на 5,5 мин. Это относится только к максимальному току, на средних и низких значениях перерывы не требуются. Для бытовых устройств ПВ выбирается в пределах 50 — 70%.
- Чем больше мощность, тем более толстый металл можно варить. Однако этим показателем определяется, сколько потребляет сварочный инвертор электроэнергии. Поэтому следует учитывать состояние проводки на даче. Для бытовых нужд оптимальная мощность 2,7 — 3,5 кВт.
- Регулировка силы тока на дорогостоящих моделях осуществляется плавно, с точностью до 1 А. В быту не требуется высокое качество швов, поэтому лучше для дома выбрать более дешёвую модель со ступенчатым переключателем.
- Напряжение холостого хода замеряется на устройстве с отключенной нагрузкой. Его значением, от 40 до 90 вольт, определяется стабильность и лёгкость поджига дуги. Начинающим сварщикам рекомендуется выбирать 70 — 90 В.
- Сварочный ток выбирается по максимальному значению. Он зависит от толщины свариваемых изделий. Если предполагается работать с толщиной до 10 мм, достаточно аппарата с током 160 — 180 А. Если иногда случается сваривать более толстые изделия — 200 А. Поскольку металлопрокат более 20 мм в быту не применяется переплачивать за агрегат с током 220 — 250 А нецелесообразно. Желательно чтобы у выбранной модели регулировка начиналась с 10 А, что необходимо для прихватки листов толщиной менее 1 мм.
- Питающее напряжение выбирается в зависимости от качества энергоснабжения. Если в городах стабильно поддерживается 220 вольт, то в посёлках напряжение нередко падает до 180 — 190 В. Поэтому при выборе нужно обращать внимание при каких значениях у инвертора будет сохраняться работоспособность. В техническом паспорте пределы напряжения указываются через дефис, например, 160 — 240 вольт или процентами.
Дополнительные функции
Сервисные опции упрощают рабочий процесс, но придётся доплатить. Стандартный набор содержит:
- антиприлипание — автоматическое отключение питания, когда залипает электрод с последующей подачей тока после отрыва;
- горячий старт способствует лёгкости розжига дуги путём подачи дополнительного импульса;
- форсаж дуги не позволяет за счёт увеличения силы тока электроду залипать при резком сближении с поверхностью металла.
{kind=link}
Какого производителя выбрать
Большинство современных сварочных инверторов бытового назначения выпускаются Китаем по лицензии европейских, американских, российских производителей. Поэтому в документации указывают страну бренда и изготовителя.
{kind=link}
К сожалению, наша родина небогата производителями инверторов. Заслуженной популярностью пользуются аппараты Торус с 3-хлетней гарантией. Они выпускаются двумя линейками:
- У бытовых модификаций в названии указана величина тока — 165, 175, 200, 210. Стоимость от 13 000 до 15 000 рублей, ПВ 60%.
- Модели профессионального типа Торус 235 Прима, 250 Экстра, 255 Профи по цене 17 300 — 20 500 рублей. ПВ 80%.
Производимые в России профессиональные инверторы Inforce выпускаются в двух разновидностях — на 200 и 250 А. Могут использоваться для MMA и TIG. Ток регулируется плавно, начиная с 50 А, ПВ 60%. Стоимость от 16 000 до 21 000 рублей.
Нижегородские аппараты Neon рассчитаны на работу при температуре -40 — +40˚C. Оснащены комплектами сервисных функций, разъёмами для TIG. Цена модели на 160 А 9 700, а на 180 — 12 500 рублей. ПВ, измеренное при +40˚C, 80%.
Аппараты зарубежного производства
Сварочный инвертор Ресанта 220ПН
{kind=link}
Латвийский бренд Ресанта, производимый Китаем, выпускается тремя линейками:
- САИ с током 140 — 250 А, диапазон входного напряжения 170 — 250 В. Стоимость, зависящая от мощности, от 6 500 до 14 000 рублей.
- САИ ПН — модификация, рассчитанная на использование при напряжении от 150 В. Ток от 160 до 250 А, стоимость 11 000 — 19 000 рублей.
- САИ К — компактный вариант небольшого веса, сохранивший характеристики прототипа. Модель на 160 А стоит 7 300, а на 250 — 12 000 рублей.
Германский бренд Fubag производится во Франции (серия IN) и Китае (IR). Работают при напряжении 190 — 250 вольт, ток от 160 до 220 А. Французские модели имеют разъём для TIG, стоят 11 800 — 18 000 рублей. Китайские инверторы предназначены только для ручной сварки, но оснащены функциями антизалипания и горячего старта. Цена от 7 000 до 9 500 рублей.
Сварочный инвертор Fubag IN 160Сварочный инвертор FoxWeld Дачник 160
{kind=link}
{kind=link}
Модель FoxWeld разработана и производится в Китае. Выпускается в нескольких модификациях:
- FoxWeld Дачник на 160 А стоит 7 200 рублей. Текущая информация выводится на дисплей. Диапазон питающего напряжения 180 — 240 А, ПВ 40%.
- FoxWeld Корунд — вариант дачника с улучшенными характеристиками.
- FoxWeld Мастер имеет разъём для TIG, антиприлипание, горячий старт, однако ПВ всего 36 %.