Содержание
- Самостоятельное изготовление станка для заточки дисковых пил
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
- В копилку мастера на все руки: недорогой самодельный универсальный станок для переточки дисков от циркулярки с твердосплавными напайками.
- Станок своими руками для переточки дисков от циркулярной пилы: без токарки и фрезерных работ
- Необходимые детали для изготовления заточного станка для правки дисков от циркулярной пилы
- Ленточный шлифовальный станок на базе точильного
- Выбираем заточной станок: характеристики и рейтинги
- Виды заточных станков
- Конструкция и основные узлы электрического точила
- Важные характеристики и опции
- Отличия полупрофессионального и профессионального оборудования
- Общие критерии при выборе станка
- Советы при выборе станка для заточки ножей
- Советы при выборе станка для заточки пил
- Советы при выборе станка для заточки сверл
- Рейтинг лучших электроточил
- Заточные диски WESTRON.
- Наши основные профили дисков:
- Изготовим профильный заточной круг по индивидуальному заказу
- Способ заточки ленточных пил на все времена
- Правила заточки ленточных пил в домашних условиях
- Типы пил
- Правила работы
- Механизмы и станки для заточки ленточной пилы
- Как правильно заточить пилу на станке?
- Варианты заточки
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.

Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
>Заточной станок для правки дисков от циркулярной пилы: сделай сам
В копилку мастера на все руки: недорогой самодельный универсальный станок для переточки дисков от циркулярки с твердосплавными напайками.
Домашние мастера знают, что инструмента много не бывает. Нужно всё — от простого молотка до токарного станка по металлу или по дереву. Если средств на покупку нужных приспособлений для мастерской не хватает, то выход — сделать, что нужно, самостоятельно из того, что есть под рукой. Например, станок за копейки для заточки дисков с твердосплавными напайками для циркулярной пилы, по примеру пользователя портала с ником evgenii957.
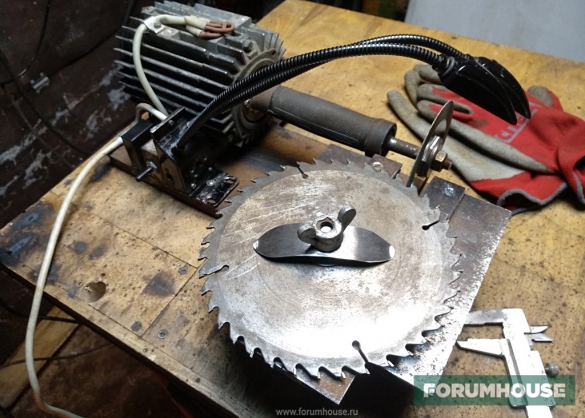 Станок для заточки дисков сделан из листа металла толщиной около 3 мм. Стол с закрепленным на нем диском, может наклоняться в обе стороны от вертикальной оси заточного диска.
Станок для заточки дисков сделан из листа металла толщиной около 3 мм. Стол с закрепленным на нем диском, может наклоняться в обе стороны от вертикальной оси заточного диска.
Станок своими руками для переточки дисков от циркулярной пилы: без токарки и фрезерных работ
 evgenii957 Пользователь FORUMHOUSE
evgenii957 Пользователь FORUMHOUSE
Мне нужно заточить пильный диск от циркулярки с твердосплавными напайками. Сложности — у зубьев разные углы наклона и разные углы заточки у напаек. Решил сделать бюджетный заточной станок для переточки дисков. Посмотрел в интернете разные конструкции. Есть самоделки, изготовленные из металла или из дерева. Всё не то. Или слишком сложный конструктив, или постоянные танцы с бубном для выставления нужного угла наклона для переточки диска. Подумал и сделал себе универсальный заточной станочек. Причём, без токарных и фрезерных работ.
Пользователь с удовольствием рассказал, как он собрал из бросовых деталей станок для правки дисков. Из инструментов вам потребуются:
- электрическая дрель;
- УШМ;
- метчик для нарезания резьбы М4;
- плоский напильник;
- наждачная бумага.
Заточной станок состоит из горизонтальной подвижной каретки, на которой установлена пластина и крепится диск, прижимаемый гайкой-барашком. Пильные диски имеют разные углы наклона зубьев. Поэтому пластина может перемещаться по радиусу, для более точной установки зуба пильного диска по отношению к заточному.

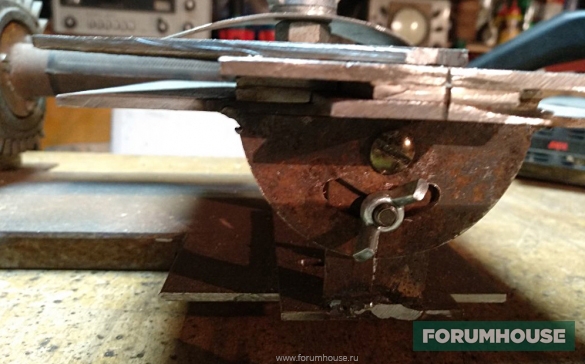
Каретка стоит на основании (станине), в которой сделаны прорези.
 Прорези позволяют сместить центр диска от циркулярки относительно вертикальной оси заточного диска, т.к. у разных дисков разные углы наклона зубьев (отрицательные и положительные).
Прорези позволяют сместить центр диска от циркулярки относительно вертикальной оси заточного диска, т.к. у разных дисков разные углы наклона зубьев (отрицательные и положительные).
Важно. Стол можно наклонить влево и вправо. Для этого пользователь изготовил из металла деталь наподобие транспортира.
Необходимые детали для изготовления заточного станка для правки дисков от циркулярной пилы
Для станочка потребовались:
- Заточной диск диаметром 100 мм и толщиной 1 мм с посадочным отверстием диаметром 2 см.
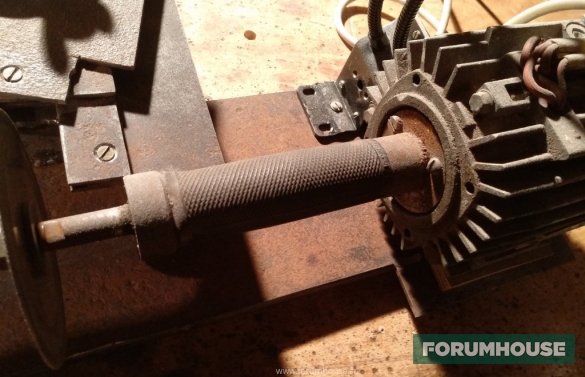
- Электрический двигатель мощностью 650 Вт.
 evgenii957
evgenii957
Этому движку уже лет 40. Использовал его тогда как самодельную «болгарку». Вал удлинил, приварив к нему металлический пруток. На вал одет обрезок велосипедной рамы с приваренным корпусом подшипника и надета резиновая ручка от мотоцикла. Сзади была ручка. Вот он и пригодился для изготовления заточного станка для переточки пильных дисков от циркулярки.
По теме станков и приспособлений для мастеров-самодельщиков советуем:
- Мобильный верстак для сварочных работ и металлообработки на колесах.
- Самодельный распиловочный стол для установки циркулярной пилы.
Прочитать:
- Как выбрать отрезной станок и дисковую пилу по металлу.
- Правила безопасности при работе с УШМ (болгаркой).
Посмотреть:
- Как самостоятельно выковать тесло в кузне.
 Подписывайтесь на наш Telegram канал Эксклюзивные посты каждую неделю
Подписывайтесь на наш Telegram канал Эксклюзивные посты каждую неделю
Ленточный шлифовальный станок на базе точильного




В этой инструкции мы разберем, как своими руками сделать простую ленточную шлифовальную машину на базе точильного станка. Самоделка не меняет конструкции точильного станка, это насадка, которая устанавливается вместо одного из шлифовальных колес. Со своими задачами машина справляется без проблем, материалы для сборки используются довольно простые. Единственная сложность – это изготовление колес, автор делает их на токарном станке. Если токарного станка нет, можно сделать такие из фанеры путем склеивания или же приспособить колесики от скейтборда. Итак, если самоделка вас заинтересовала, предлагаю изучить проект более детально.
Материалы и инструменты, которые использовал
Список материалов:
— пластик для вытачивания колес;
— подшипники для ведомых роликов;
— болты, гайки, шайбы и пр.;
— листовая сталь;
— точильный станок;
— наждачная бумага или готовая шлифовальная лента.
Список инструментов:
— токарный станок;
— сверлильный станок;
— гаечные ключи;
— болгарка;
— баллончик с краской.
Процесс изготовления самоделки:
Шаг первый. Подготовка точильного станка
Для начала подготовим точильный станок. Нам нужно открутить защитный щиток, а также снять точильное колесо, в итоге останется только ось. На корпусе можно увидеть отверстия с резьбой для крепления щитка, сюда мы будем теперь крепить нашу насадку.

Шаг второй. Изготовление рамы
Изготовим основную часть рамы, на которой будут находиться все элементы. Тут нам понадобится толстая листовая сталь, отрезаем нужный кусок и намечаем места для сверления отверстий. В первую очередь сверлим отверстие под вал точильного станка. Далее наносим краситель на отверстия точильного станка и прикладываем заготовку, чтобы увидеть, где сверлить отверстия. Ну а теперь дело за малым, сверлим отверстия под крепежные винты.

Шаг третий. Колеса
Рабочие колеса автор выточил на токарном станке из пластика. Аналогичным образом были выточены посадочные места под подшипники. Если токарного станка нет, есть много другие решений по изготовлению таких колес. Их делают из фанеры, из цельной древесины, а некоторые мастера используют уже готовые колесики от скейтбордов, которые можно купить в спортивном магазине.
Шаг четвертый. Установка колес и натяжителя
Устанавливаем колеса на станину, ведущее крепим к валу двигателя при помощи гайки, а ведомые будут вращаться на болтах. Боковое колесо будет выступать в качестве натягивающего ремень, а также с помощью него мы будем центрировать ремень на колесах. Конструкция этих узлов очень проста, все делается тоже из листовой стали, более детально ознакомиться с конструкцией можно на фото. При желании можно установить пружину, которая автоматически будет натягивать шлифовальный ремень.
Большая часть станка сделана, можно установить шлифовальный ремень и попробовать запустить машину. Если ремня нет, его можно склеить из наждачной бумаги.
Шаг пятый. Упорные плоскости
Первым делом установим вертикальную плоскость, о которую мы будем упирать изделие при шлифовке. Привариваем пластину к раме, ее края желательно сточить, а саму пластину отполировать, чтобы шлифовальный ремень служил дольше. Конечно, со временем лента отшлифует эту плоскость и сама.
После этого привариваем и горизонтальную площадку под прямым углом.
Шаг шестой. Покраска
Чтобы все выглядело красиво, и металл не ржавел, покрасим наше изделие, сняв насадку со станка. Автор все красит из баллончика, предварительно сталь нужно отшлифовать, тогда краска будет держаться надежнее.
После покраски все собираем и испытываем станок на деле. Для начала автор пробует отшлифовать на нем кусок доски, это получается без проблем. Также в качестве эксперимента был наточен нож. Конечно, обороты тут не очень высокие, поэтому станок плохо подходит для работы с металлом, но вот для обработки дерева и других бытовых нужд станок получился отличным.
На этом все, проект окончен, надеюсь, самоделка вам понравилась. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками! Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. .
Выбираем заточной станок: характеристики и рейтинги
Любой режущий инструмент в процессе работы изнашивается и требует периодической заточки, которую проводят с помощью специального технологического оборудования – точильных станков. Существует множество видов как универсальных, так и специальных приспособлений для заточки столярного, слесарного, бытового и станочного инструмента. Но до сих пор самый популярный заточной станок — это всем известное точило с двумя абразивными кругами, закрепленными на противоположных концах вала электрического двигателя. Для получения требуемой геометрии режущей кромки такие станки дополнительно оснащаются специальными приспособлениями, с помощью которых инструмент фиксируется под заданным углом относительно абразивного круга даже при ручной заточке. Типичный пример такого оборудования — это популярный в стране заточной станок «Кратон» BG 250/150 L с регулируемыми по углу наклона подручниками (см. фото ниже).
{kind=link}
Виды заточных станков
Точильные станки классифицируют по их технологическому назначению и делят на два основных вида: универсальные и специализированные. На первых можно затачивать практически любые виды столярного, слесарного и многие разновидности станочного режущего инструмента. Такие точильные установки имеют горизонтальное расположение шпинделя и применяются при единичных и мелкосерийных работах, причем заточка на них, как правило, выполняется в ручном режиме. К этому виду оборудования относится и самый распространенный точильный станок, который носит обиходное название «точило электрическое».
Специализированное заточное оборудование конструктивно намного сложнее и выпускается для заточки многолезвийного станочного режущего инструмента: различных фрез, дисковых и ленточных пил, разверток, зенкеров, метчиков, а также сверл и резцов в массовом производстве. Кроме того, на рынке представлены различные виды комбинированного точильного оборудования, в которых наждачный станок объединен с другими устройствами. Характерным примером таких устройств являются точильные станки с приводом на гибкий вал (см. левое фото ниже) или со шлифлентой на втором приводе (см. правое фото ниже). Первые оснащаются скоростным электродвигателем с регулировкой оборотов, что позволяет их использовать в том числе и для гравировальных работ. Поэтому за ними закрепилось обиходное название «станки с гравером».
{kind=link}
Конструкция и основные узлы электрического точила
Базовая конструкция точильно-шлифовального станка, как правило, включает в себя два основных компонента: опорную станину и закрепленный на ней горизонтально электропривод. Практически все универсальное точильное оборудование имеет два шпинделя, которые являются прямым продолжением вала электродвигателя. На рисунке ниже показано устройство такого заточного станка, который предназначен для ручной заточки инструмента и обработки небольших деталей. На его правом и левом шпинделях специальными втулками и фланцами крепятся два абразивных круга разной зернистости. Левый предназначен для обдирки, выборки и грубой обработки, а правый — для точной шлифовки и заточки в размер.
{kind=link}
Точильные круги закрыты защитными кожухами, нижняя часть которых является контейнером для сбора абразивной крошки и металлической пыли. В процессе заточки перед их открытой частью опускают щитки с прозрачными окошками. По требованиям техники безопасности оба эти приспособления являются обязательными и должны присутствовать в конструкции любого точильного оборудования. Перед кругами смонтированы опорные устройства, предназначенные для фиксации обрабатываемой детали или затачиваемого инструмента под необходимым углом. Слева — простой наклонный подручник, устанавливаемый под заданным углом, а справа — регулируемый в трех измерениях столик. Станина точильного станка представляет собой коробчатую сварную конструкцию из толстого металла. На ее передней части находится ниша с электрическими компонентами и панель управления с кнопками и тумблерами.
Важные характеристики и опции
Главные технические характеристики точильного оборудования — это мощность и скорость вращения электродвигателя, максимальный размер используемых абразивных дисков и диаметр их посадочных отверстий. В качестве привода в точильных станках, как правило, используют асинхронные электродвигатели переменного тока с короткозамкнутым ротором. У них отсутствует коллектор, поэтому они очень надежны, просты в эксплуатации, дешевы и устойчивы к перегрузкам. Номинальная скорость вращения ротора таких электродвигателей равна 3000 об/мин, но сильно зависит от величины напряжения сети. Настольные варианты такого оборудования обычно имеют мощность привода от 300 до 600 Вт, а у промышленных точильных станков эта величина может достигать 2÷3 кВт.
При необходимости вести обработку на меньших скоростях (например, мокрое чистовое шлифование или полирование) применяют редукторы, снижающие число оборотов точильного круга до 120÷150 об/мин. Если же необходима выборка или шлифовка на высоких скоростях с точной регулировкой оборотов, в точильных станках используют коллекторные двигатели переменного тока с частотным или амплитудным управлением скоростью вращения. Такое техническое решение, в частности, применено в точилах с дополнительным гибким валом. На фото ниже — электроточило с понижающим редуктором и «мокрым» кругом, повернутым для уменьшения габарита параллельно оси привода.
{kind=link}
Отличия полупрофессионального и профессионального оборудования
Основные отличия в конструкции бытовых и профессиональных заточных станков связаны с условиями эксплуатации. Поэтому в них применяют электродвигатели с разными классами защиты от внешней среды и временными режимами эксплуатации (в ГОСТе параметр S). Кроме того, промышленное оборудование может работать в помещениях с повышенной запыленностью и более широким диапазоном температур. Поэтому у профессиональных точильных станков все вращающиеся узлы имеют улучшенную защиту от пыли, а электродвигатели всегда оснащены тепловой защитой. «Полупрофессиональные» — это неофициальное название точильных станков, которые используются при небольших, но регулярных объемах работы на малых предприятиях или в домашних мастерских. По сравнению с бытовыми они, как правило, имеют более мощный привод и комплектующие повышенного качества (подшипники, выключатели и пр.), а также лучше защищены от пыли.
{kind=link}
Общие критерии при выборе станка
Для того чтобы выбрать подходящий точильный станок, в первую очередь нужно решить, для каких целей он будет использоваться. От этого зависит его мощность, вес и габариты, а также установленный на нем тип точильных кругов. Второй важный фактор при выборе точильного станка — это наличие подходящего места для его установки. Кроме того, выбирая станок для дома, необходимо помнить о нагрузке на электросеть, а также о том, что он может стать источником помех для радиоэлектронной аппаратуры (у такого оборудования обычно нет помехозащитных фильтров).
Размеры и место установки оборудования
Для установки настольного электроточила не требуется много места. Его можно расположить на столе, верстаке или даже широком подоконнике. Главное, чтобы это была ровная массивная плоскость, способная погасить вибрации от точильного камня. Кроме того, необходимо помнить, что, несмотря на защитные кожухи, при заточке и шлифовке вокруг точила разлетается мелкая пыль из отработанного абразива и сточенного металла. Некоторые точильные станки поставляются с лампами на гибкой штанге, которые необходимы для освещения рабочей зоны. Если приобретаемое оборудование не укомплектовано таким осветительным прибором, его следует приобрести отдельно. У точильного оборудования мощностью более 500 Вт в основании обычно предусмотрены два или четыре отверстия для крепления к верстаку. Если в соответствии с паспортом станка такая установка является обязательной, ни в коем случае не следует пренебрегать этими указаниями.
{kind=link}
Тип двигателя и мощность
Для домашнего применения достаточно универсального точильного станка с асинхронным двигателем мощностью 300÷500 Вт, который имеет скорость вращения 2800÷2900 об/мин. Такое оборудование характеризуется невысокой ценой и практически полным отсутствием эксплуатационных расходов. Если точильный станок предназначается для тонкой шлифовки и полировки на небольших скоростях, то необходимы модели с асинхронным двигателем и понижающим редуктором. Для выборки профилей с помощью малоразмерных точильных камней и граверных работ обычно используют небольшие точила с коллекторными двигателями и электронной регулировкой оборотов.
Дополнительные функции
Иногда один из шпинделей точильного станка используется для передачи вращения инструменту, отличному от стандартного абразивного круга. Чаще всего встречаются три разновидности такой конструктивной опции: понижающий редуктор низкооборотистого полировального диска, гибкий вал гравировального приспособления и консоль со шлифовальной лентой. К технологическим опциям точильного станка можно отнести использование на одном из шпинделей другого вращательного инструмента: лепесткового круга из абразивной бумаги, мягкого войлочного диска или даже круговой кордщетки (см. фото ниже).
{kind=link}
Используемые расходные материалы: круг или лента
С точки зрения расходных материалов электроточило является, пожалуй, самым экономным оборудованием для металлообработки. Даже на производстве абразивные диски могут служить месяцами, а при периодическом использовании в домашних условиях это практически вечный инструмент. Другое дело, если на точильном станке установлена консоль со шлифовальной лентой. Хотя это расширяет его возможности в части тонкой шлифовки, такая опция неизбежно ведет к росту эксплуатационных расходов, т. к. шлифлента в отличие от точильного камня является быстроизнашивающимся инструментом. Это необходимо учитывать при принятии решения о приобретении точильного станка, дополненного таким приспособлением.
Безопасность оборудования
Паспорт любого точильного оборудования начинается с общего описания, за которым всегда следуют указания по соблюдению мер безопасности (иногда этот раздел предваряет все остальные). Поэтому перед тем, как включить электроточило в сеть и приступить к работе, необходимо внимательно ознакомиться с этими требованиями. Среди них самые важные — это запреты на использование точильных кругов с несоответствующей окружной скоростью и включение станка без защитных кожухов и щитков. К этому можно добавить обязательность заземления корпуса и двигателя. В случае евророзетки это делается через соответствующий контакт, а у старых точильных станков болт заземления расположен сзади, рядом с шильдиком.
Советы при выборе станка для заточки ножей
Для заточки ножей желательно использовать точильные круги с окружной скоростью не более 15÷20 м/с, т. к. это позволить избежать перегрева и отпускания лезвия. При постоянной частоте вращения шпинделя около 3000 об/мин такая скорость будет соответствовать кругу Ø100 мм. Примерно такое же значение этот параметр имеет и на станках со шлифовальной лентой. Точное выведение угла режущей кромки лучше всего выполнять с помощью специальной оснастки, которая позволяет удерживать полотно ножа под заданным углом относительно поверхности точильного круга.
{kind=link}
Советы при выборе станка для заточки пил
В станках для заточки пильных дисков и ленточных пил формирование режущей кромки зуба проводится тонким диском с профильной поверхностью, а его установка в рабочую позицию, поворот и подача выполняются вручную. В таких точильных станках одно из главных условий точности обработки — это отсутствие биений заточного диска. С точки зрения производительности труда очень важна скорость поворота и подачи на заточку, т. к. при несовершенном механизме потеря времени на множестве зубьев может составлять десятки минут. Также следует обратить внимание на такой параметр точильного станка, как максимальный и минимальный размер затачиваемого инструмента.
Советы при выборе станка для заточки сверл
Станки для заточки сверл являются специализированным оборудованием, в котором режущие плоскости сверла с помощью специальной оснастки устанавливаются под точным углом к поверхности точильного камня. Поэтому для такого оборудования главные условия качественной заточки — это отсутствие биений камня и точность зажима сверла под нужным углом. Проверить это при покупке практически невозможно, поэтому лучший способ получить информацию о конкретном точильном станке — это внимательно прочитать отзывы о нем на основных торговых площадках и поискать обсуждение нужной модели на профильных форумах.
Рейтинг лучших электроточил
На российском рынке представлено точильное оборудование практически всех известных мировых брендов, в том числе таких, как Bosch, Metabo, Jet, Ryobi, Elmos, Stalex и Elitech. В еще большем количестве и ассортименте свою продукцию предлагают авторитетные российские производители и торговые марки, среди которых самые известные — это «Зубр», «Вихрь», «Интерскол», «Энкор», «Кратон» и «ДИОЛД». На первый взгляд выбрать лучшую модель из такого разнообразия очень сложно, тем более, что все электроточила устроены одинаково и даже внешне очень похожи друг на друга. Для того чтобы облегчить оптимальный выбор мы разделили все заточное оборудование для домашнего использования на три функциональные группы и в каждой из них составили небольшой рейтинг, основанный на личных впечатлениях и отзывах пользователей.
Универсальные точильные станки с кругами Ø125 и Ø150 мм
Среди домашних пользователей самыми популярными являются точила с мощностью привода от 150 до 300 Вт и диаметрами абразивного круга 125 и 150 мм. Вес и габариты таких станков позволяют устанавливать их на столе, широком подоконнике или небольшом верстаке. Большинство из них комплектуется кругами разной зернистости и имеет шнуры длиной от 2 м. В таблице ниже представлены наиболее популярные станки этого вида, среди которых своей мощностью и невысокой ценой выделяется «Калибр».
| № | Наименование | P (Вт) | S (об/мин) | Ø кругов (мм) | Вес (кг) | Цена (тыс. руб.) |
|---|---|---|---|---|---|---|
| 1 | «Вихрь» ТС-150 | 150 | 2950 | 125 | 4,4 | 1,9 |
| 2 | «Интерскол» Т-150/150 | 150 | 2950 | 150 | 6,1 | 3,2 |
| 3 | «Вихрь» ТС-200 | 200 | 2950 | 150 | 5,2 | 2,3 |
| 4 | Makita GB 602 | 250 | 2850 | 150 | 9,2 | 7,5 |
| 5 | Sturm BG6015P | 300 | 2950 | 150 | 8,9 | 3,2 |
| 6 | «Калибр» ТЭ-150/300 | 300 | 2950 | 150 | 7,9 | 2,1 |
К этой же группе относится комбинированный станок «ЗУБР» ЗТШМ-150/686Л (см. фото ниже), у которого на левом шпинделе установлен круг Ø150 мм, а на правом — консоль со шлифовальной лентой 50×686 мм. Вес этой модели — 7.2 кг, мощность привода — 250 Вт, а цена — 4 400 руб.
Универсальные точильные станки с кругами Ø200 мм и больше
Чем больше размер точильного круга, тем мощнее привод и больше массогабаритные показатели точила. Поэтому станки с диаметром диска от 200 мм необходимо устанавливать на устойчивые верстаки и крепить к ним с помощью болтовых соединений. Ниже приведен список популярных точильных станков этого класса, среди которых своим весом выделяется точило Makita. Большой вес электроточил является характерной чертой этой торговой марки. Вероятно, это делается для повышения устойчивости и снижения вибрации.
| № | Наименование | P (Вт) | S (об/мин) | Ø кругов (мм) | Вес (кг) | Цена (тыс. руб.) |
|---|---|---|---|---|---|---|
| 1 | «Вихрь» ТС-400 | 400 | 2950 | 200 | 9,2 | 3,7 |
| 2 | «Интерскол» Т-200/350 | 350 | 2950 | 200 | 11,8 | 5,1 |
| 3 | Elitech CT 600C | 600 | 2850 | 200 | 14,3 | 7 |
| 4 | Makita GB 801 | 550 | 2850 | 205 | 19,8 | 12,8 |
| 5 | «Энкор Корвет Эксперт» 485 | 750 | 2850 | 250 | 26 | 9,6 |
Самой необычной моделью в этой группе является электроточило «Интерскол», которое при Ø200 имеет мощность привода всего 350 Вт, но при этом весит почти 12 кг. Еще один интересный образец — это точило Dexter 400 Вт 200 мм, широко представленное на различных интернет-площадках и в торговых сетях и имеющее вполне демократичную цену 3 950 руб.
Специализированные заточные станки
Специализированные заточные станки не пользуются большой популярностью и представлены на рынке очень ограниченным числом моделей. Это связано с тем, что объемы заточки у домашних мастеров невелики, и квалифицированные специалисты используют для этого универсальные точильные станки. Ниже представлены самые распространенные специализированные заточные станки. Их невысокая цена объясняется тем, что корпуса и оснастка у всех этих моделей изготовлены из пластмассы.
| № | Наименование | Примечание |
|---|---|---|
| 1 | Точильный станок Sturm BG6010S | Заточка сверл Ø 2÷10 мм, ножей, рубанков шириной 6÷51 мм, ножниц, бытовых ножей |
| 2 | Заточной станок «Энергомаш» ТС-6010С | Заточка сверл, ножей, ножниц, столярного и слесарного инструмента |
| 3 | Заточной станок «ДИОЛД» МЗС 0,3 | Заточка сверл Ø 3÷10 |
Кроме указанной выше модели, «ДИОЛД» выпускает еще одну – МЗС 02, которая предназначена для заточки сверл диаметром от 3 до 13 мм. Все эти устройства являются бытовыми, имеют невысокую точность и малую производительность. Поэтому небольшие предприятия, специализирующиеся на заточке слесарного и станочного инструмента, предпочитают приобретать профессиональные станки. Цена такого оборудования достигает 400 тыс. руб., поэтому в странах СНГ особой популярностью пользуются б/у витебские заточные станки 3В642, которые на вторичном рынке в зависимости от состояния стоят от 35 до 75 тыс. рублей.
В последнее время приспособления для точильных станков (державки, подручники и пр.) все чаще делают из пластмассы. По этому поводу можно услышать достаточно много негативных отзывов, хотя современные конструкционный пластик по многим параметрам не уступает металлу. А что вы думаете об этом? Поделитесь, пожалуйста, своими соображениями в комментариях к данной статье.
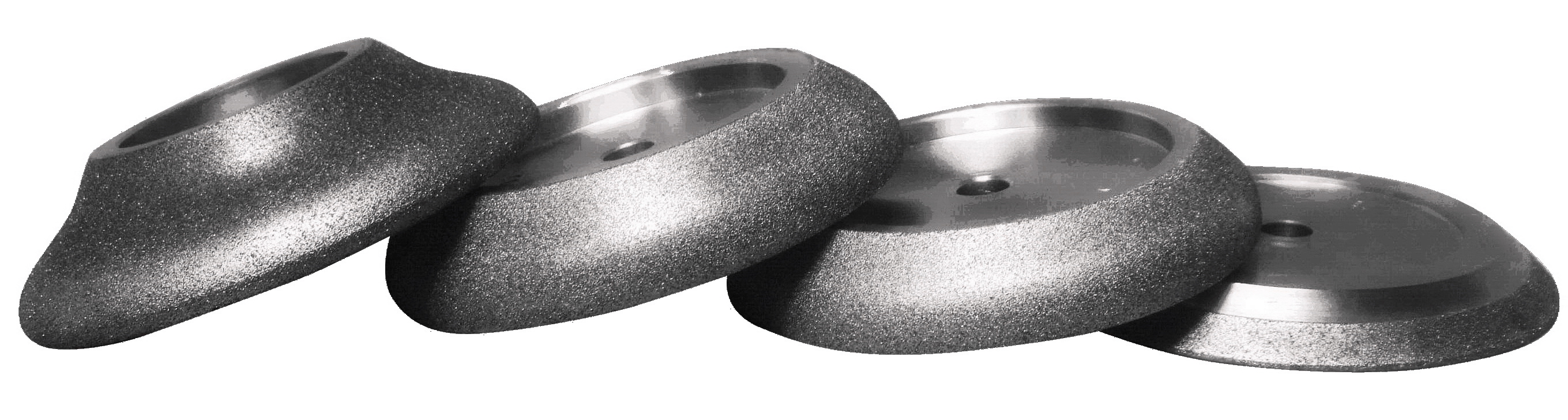
Заточные диски WESTRON.
МАКСИМАЛЬНЫЙ РЕСУРС РАБОТЫ: Качество, проверенное временем!
Любой профиль, шаг, размер, зерно – свое производство и большие складские запасы позволяют нам максимально быстро выполнить любой заказ.
Звоните, пишите — мы поможем Вам с выбором!
Наши основные профили дисков:
| Производитель пилы | Профиль диска | |
| Шаг 22 | ||
| Wood -Mizer (WM) летний, Cayman Silver, Ro-Ma, Armoth, Horns, Fenes, Krupp, Lynx, Alligator, Morse | 10/30-6.5 | 1 |
| Wood-Mizer (WM) летний усиленный | 13/29-6.5 | 16 |
| Wood-Mizer (WM) летний усиленный глубокий | 13/28-7.4 | 21 |
| Wood-Mizer (WM) зимний | 9/29-5.5 | 19 |
| Wood-Mizer (WM) зимний специальный | 7/29-5.5 | 25 |
| Wood-Mizer (WM) зимний для промороженной древесины | 4/32-5.5 | 39 |
| Lenox, Nook | 10/30-6.8 | 2 |
| Rontgen CR-300, Banholzer, HWSM | 10/28-5.8 | 3 |
| Simonds | 10/29-5.3 | 8 |
| Hakansson | 10/31-7.3 | 9 |
| Diamond | 10/30-5.5 | 14 |
| MFS (Uddeholm) универсальный | 10/30-6.1 | 18 |
| MFS (Uddeholm) зимний | 8/30-6.1 | 28 |
| MFS (Uddeholm) летний | 12/30-6.1 | 29 |
| MFS (Uddeholm) зимний для промороженной древесины | 4/32-6.1 | 30 |
| MFS (Uddeholm) зимний для промороженной древесины | 7/29-6.1 | 31 |
| Биметалл Lenz | 10/30-6.5 | 33 |
| Биметалл Bahco (новый профиль 2017!) | 10/30-6.5 | 108 |
| Биметалл Bahco зимний (новый профиль 2017!) | 9/29-6.3 | 121 |
| Биметалл Bahco зимний для промороженной древесины (новый профиль 2017!) | 4/32-6.3 | 122 |
| Шаг 19 | ||
| Lenox, Simonds | 10/30 5.8 | 10 |
| Hakansson | 10/30-6.2 | 11 |
| Шаг 25 | ||
| Hakansson, HWSM, Simonds | 10/30-8.4 | 12 |
| Lenox | 10/30-7.7 | 15 |
| MFS (Uddeholm) | 10/30-6.7 | 32 |
| MFS (Uddeholm) | 9/29-7.7 | 116 |
| Расшифровка значения 10/30-6.5: 10-передний угол, 30-задний угол, 6.5-глубина. Данные значения получаются если устанавливать заточной диск точно по шаблону. | ||
Изготовим профильный заточной круг по индивидуальному заказу
По заказу можем сделать любой другой профиль заточного боразонового диска с другими геометрическими размерами. Время выполнения — 5-10 дней. Ресурс дисков производства WESTRON составляет в среднем 10 км или же год работы 1-й пилорамы.
Самое страшное для диска – это люфты станка. Если они есть, тогда диск начинает непредсказуемо бить то по передней грани, то по задней, соответственно, разбивая профили зубьев пилы. Затем уже острые кончики зубьев начинают резать диск, значительно сокращая срок его работы, делая экономически неэффективной заточку на таких станках. Поэтому мы рекомендуем использовать наши диски на оборудовании WESTRON, что значительно повысит срок службы диска, а также пилы.
Заточные круги: важна ли разница в углах?
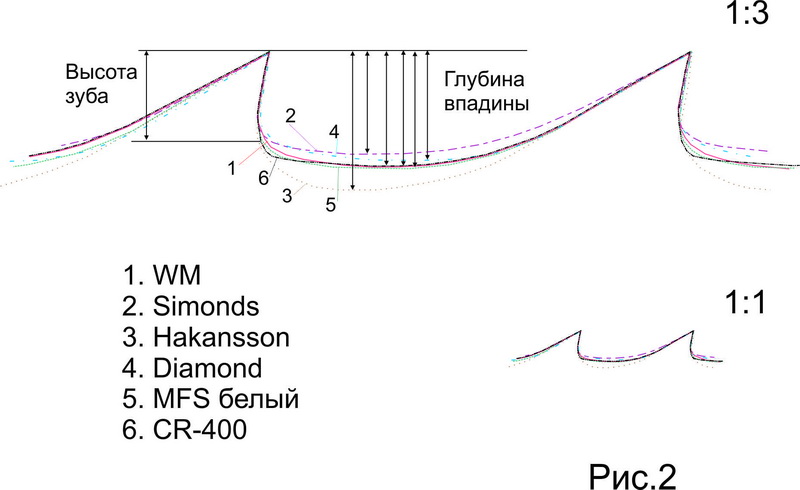
Как показывает практика, все разговоры о летних и зимних углах, о необходимости изменения величины угла при пилении различных пород древесины ведутся при заточке пилы на обычных заточных станках, когда узкий заточной камень последовательно проходит каждый зуб пилы. По различным причинам, в основном из-за неправильной подготовки заточного камня и люфтов станка, реальная величина переднего угла при замере угломером вместо заявленных 10° может иметь значения от 8° до 12°, а иногда от 0° до 15°. Но самое главное — разброс значений угла от среднего на разных зубьях дополнительно обычно составляет ±1°- 2°. При таких разбросах в реальных значениях переднего угла разговоры о зимних 9°, летних 12° или определенных значениях угла для различных пород древесины просто бессмысленны. Как любой инструмент, пила пилит хорошо только тогда, когда передний и задний углы, а также форма впадины на всех зубьях пилы, одинаковы, и 10°-ый передний угол и 30°-ый задний угол являются оптимальными для работы зимой и летом при распиле любой древесины.
Обращаем Ваше внимание на то, что передний угол (сравните расшифровку профилей дисков и рис.2) у всех производителей пил одинаков. Все они немного отличаются только величиной заднего угла, а также формой и глубиной впадины, что для пиления не имеет принципиального значения. Многие неверно говорят, что профили отличаются высотой зуба, но измеряют высоту зуба все и всегда не возле передней кромки зуба, высота которой у всех производителей примерно одинакова, а по самой глубокой точке впадины, то есть фактически измеряют глубину впадины, а не высоту зуба. Также никогда ни у одного производителя по технологическим причинам от партии к партии в точности не повторяется профиль зуба. Поэтому, когда пила устанавливается для заточки в станок с профильным заточным кругом первый раз, ее зубья сначала обязательно допрофилируются кругом, то есть пила протачивается 2-4 круга.Таким образом, Вы можете получить практически на любой пиле необходимый профиль. Все последующие заточки будут производиться за один круг.
Различия в пилах для заточных кругов
Реально сейчас существуют только 3 сильно отличающихся по форме и глубине впадины профиля зубьев пилы:
1. Профиль ВудМайзер (WM) 10/30-6.5. На этом профиле работают примерно 80% пильщиков. Некоторые производители пил, скорее всего, чтобы просто как-то отличаться, декларируют свои профили (MunkforsSagar MFS (Uddeholm) белый, CR-400, HWSM, Diamond и другие), но они отличаются от WM только совсем небольшими изменениями в форме впадины и иногда величиной заднего угла, что практически не влияет на процесс пиления. Для тех, кто любит экспериментировать, мы делаем профильные и полнопрофильные заточные круги с зимним 9/29-5.5 и летним 13/29-6.5 WM профилями, позволяющими опытным машинистам немного повысить производительность зимой и летом.
>Мифы и реальность ленточного пиления. Часть 2.1
Способ заточки ленточных пил на все времена
Приобретая ленточную пилораму для распиловки бревен, ленточно-делительный станок для производства погонажа или ленточнопильный станок для мебельного предприятия, все хотят получать прибыль. Но сама пилорама или станки, дорогие или дешевые, выполняют только две функции: протягивание пилы и облегчение в зависимости от наличия различных приспособлений работы машиниста. Экономика же целиком зависит только от работы пилы: как много кубов или метров она распилит до разрыва, насколько производительно сможет работать пилорама или станки и какого качества пиломатериал будет получаться на выходе. Работа же пилы зависит от качества ее подготовки, которая заключается в двух операциях: заточке и разводке ее зубьев.
Около 90% случаев разрыва ленточной пилы происходят именно из-за неверной заточки, так как часто во время заточки либо не снимаются полностью микротрещины, образующиеся во впадинах при работе пилы, либо создаются условия для ускоренного возникновения микротрещин (прижоги, неровности, крупные риски и т. д.). Во время пиления микротрещины разрастаются, что ведет к преждевременному разрыву пилы, в основном посредине впадины зуба.
Оставшиеся 10% приходятся примерно пополам на регулировки пилорамы или станков, которые нужно только один раз сделать правильно, а затем иногда для профилактики делать проверки, что-то подстраивая при необходимости, и манеру пиления машиниста, который может ударами входить пилой в бревно или лениться снимать затупившуюся пилу, увеличивая лишь ее натяжение.
Производительность же пилорамы и качество получаемого на ней пиломатериала зависят от того, насколько точно и одинаково по всей длине ленточной пилы будут проточены ее зубья.
Заточный станок выполняет три функции:
• заточку режущей кромки зубьев;
• формирование необходимых переднего и заднего углов;
• снятие точек напряжения и микротрещин при протачивании впадин зубьев.
Точить ленточную пилу можно двумя принципиально разными способами:
1. Способ «классический» (заточка ведется узким заточным кругом).
2. Второй способ, при котором затачивание зубьев пилы проводится профильным эльборовым (боразоновым) диском.
В этой статье мы рассмотрим способ первый – «классический», при котором затачивание зубъев производится заточным кругом.
Классика жанра
Круг, постоянно вращаясь на оси двигателя, для протачивания зубьев ленточной пилы с помощью специального кулачкового механизма совершает сложное непрерывное движение, которое можно разбить на три этапа:
Ввод. Круг опускается вниз, протачивая режущую кромку и переднюю грань зуба с одновременным формированием переднего угла.
Протачивание впадины. Круг плавно, без скачков, не отрываясь от профиля зуба, продолжает протачивание радиусов впадины, снимая при этом все точки напряжения и микротрещины, возникающие во время пиления.
Выход. Круг также плавно, без скачков, не отрываясь от профиля, продолжает движение вверх и выходит из зуба, протачивая при этом заднюю грань и режущую кромку зуба с одновременным формированием заднего угла.
Затем все повторяется, пока не проточатся все зубья пилы.
Заточка обязательно должна проходить заточным кругом по всему профилю каждого зуба с одинаковым углом входа и выхода без отрыва при протачивании впадины. Так должно быть в теории. На практике же такой результат получить практически невозможно.
На качество заточки влияют три основных фактора:
• технический фактор;
• инструментальный фактор;
• человеческий фактор.
Технический фактор (заточные станки, изготовленные производителями пилорам, в основном плохого или очень плохого качества). Механизмы имеют большие люфты, из-за которых даже при точной подаче круг опускается каждый раз с неизвестной глубиной врезания, что приводит к ускоренному разбиванию профиля зуба пилы (УРПЗП).
В основном некаленые детали станка быстро изнашиваются, еще больше усложняя процесс затачивания. Так, быстрое появление риски в упоре толкателя или на опорах спинки пилы ведет к тому, что зуб к месту заточки начинает подаваться рывками, то ближе, то дальше, абсолютно не позволяя кругу вести точную заточку, что также приводит к УРПЗП. Некачественно выполненные резьбовые соединения толкателя зуба пилы или винта глубины врезания ведут к тому, что во время протачивания они раскручиваются, даже на одном проходе изменяя тем самым установленные настройки, что ведет к получению на пиле различных величин углов и глубин и опять же к УРПЗП.
И это только основные причины. Но они и многие другие ведут к одному – УРПЗП, а соответственно к принципиальной невозможности точного протачивания профиля каждого зуба. Необходимо помнить, что разбить профиль зубьев ленточной пилы можно за один проход. А чтобы его восстановить, понадобятся пять-семь проходов, но, скорее всего, это уже не получится сделать совсем. Практически любому заточнику известна ситуация: при первой же заточке разбиваются профили зубьев, и, чтобы пила хоть как-то пилила, заточник сначала протачивает переднюю грань зуба по всей длине пилы, а затем заднюю грань. При этом формируются только режущая кромка ленточной пилы и углы зубьев, а все точки напряжения остаются нетронутыми. При натяжении пилы точки напряжения ускоренно переходят в микротрещины, и пила быстро рвется. Даже высококвалифицированный заточник должен постоянно что-то подстраивать, чтобы на станке хоть как-то можно было бы точить ленточную пилу.
Присутствие водяного охлаждения несколько упрощает работу заточнику, так как позволяет при больших разбросах изменения значений скоростей движения пилы, глубины врезания и качественных характеристик заточного круга получать более-менее приемлемый результат заточки пилы. Да к тому же отсутствие в воздухе абразивной пыли, от которой при интенсивном точении становится просто невозможно дышать, также положительно влияет на работу заточника.
Инструментальный фактор (заточные круги). Чтобы разобраться в многообразии заточных кругов и подобрать для конкретного станка и типа ленточной пилы наиболее подходящий круг, необходимо понимать их маркировку и знать общие принципы точения.
Маркировка с принципами
• Профиль круга: 1 – прямой плоский. Только такой подходит для точения.
• Размеры: D – наружный диаметр; T – толщина; H – диаметр посадочного отверстия;
• Шлифматериал. Чем выше число по ГОСТу, тем выше качество материала, то есть выше твердость и режущая способность, но при этом материал становится и более хрупким. Поэтому при одинаковой связке круги, изготовленные из материала 14А, по сравнению с кругами, изготовленными из материала 25А, могут снимать за единицу времени меньше металла, то есть при точении ими необходимо делать меньшее врезание и при меньшей скорости подачи.
Электрокорунд хромтитанистый розовый обладает улучшенными абразивными свойствами.
ГОСТ 14А 25А 91А
FERA 96А 99ВА 98А
Шлифматериал – электрокорунд нормальный, электрокорунд белый, электрокорунд хромтитанистый розовый.
• Зернистость. Чем меньше число по ГОСТу, тем меньше размер зерна и с тем меньшей подачей и меньшим врезанием необходимо точить, но качество поверхности с мелким зерном будет лучше.
ГОСТ 12 16 25 40
FERA 100 80 60 40
• Твердость. Твердость влияет на способность круга к самозатачиванию.
Точение происходит, потому что во время этого процесса постоянно идет скалывание граней затупившихся зерен и вынос самих зерен или их остатков с открытием новых рабочих слоев.
При точении слишком твердый круг будет лучше держать форму, но связка станет удерживать уже затупившиеся зерна. Для хорошего точения уже будет требоваться большая мощность и меньшая подача. Если это вовремя не заметить, на поверхности появятся прижоги и большие риски.
При точении таким кругом ленточных пил с некаленым зубом относительно мягкий материал пилы забьет поры круга, и хорошо точить им дальше будет невозможно. Также появятся прижоги и большие риски. И хотя зерна остаются еще острыми, для нормального точения необходимо правящим карандашом снять забившийся рабочий слой и при этом открыть новый.
При точении слишком мягким кругом связка будет очень слабо держать зерна. И еще острые зерна будут просто выкрашиваться из тела круга. Это приведет к его ускоренному износу и быстрой потере формы.
Компромисс здесь найти практически невозможно. Поэтому если заточник действительно хочет хорошо заточить ленточную пилу, ему необходимо постоянно и практически неотрывно следить за работой заточного круга.
Основываясь на практическом опыте, к вышесказанному добавим следующее:
1) чем больше скорость вращения круга, тем сложнее из-за различных твердостей зуба и тела пилы подобрать круг. Круги с твердой связкой будут хорошо точить зуб, но прижигать тело. Более мягкие круги будут хорошо точить, но быстро терять форму. (NB. При скорости вращения вала больше 3000 об/мин во избежание разрушения необходимо применять круги с рабочей скоростью более 40 м/с);
2) чем больше подача зуба, тем более твердые круги необходимо ставить. При точении без охлаждения следует использовать более мягкие круги, чем при работе с СОЖ;
3) чем тверже затачиваемые зубья, тем мягче должен быть круг. В России для обозначения твердости используются буквы русского алфавита. После буквы может стоять цифра. Чем она больше, тем выше твердость.
• Структура. Структура представляет собой отношение объема абразивного зерна в теле круга к объему материала связки и свободных пор и обозначается числом от 1 до 12. Это не очень важный параметр, так как для заточки ленточных пил всегда используется только открытая структура числом 8 и 9.
• Связка: К (V) – керамическая; Б (В) – бакелитовая; БУ (BF) – бакелитовая упрочненная (армированная).
Основными недостатками керамической связки являются ее высокая хрупкость и относительно низкая прочность при изгибе, так что при боковой нагрузке диски могут просто разрушаться. Поэтому для нормального точения их толщина должна быть не менее 5 мм.
Наилучшие результаты дают бакелитовые армированные круги толщиной 3-4 мм в силу причин, о которых будет рассказано дальше.
• Рабочая скорость. В зависимости от оборотов вала двигателя необходимо применять круги с рабочей скоростью 30, 40 или 50 м/c.
• Класс точности: обозначается буквами АА; А; Б. АА – наиболее точный.
• Класс неуравновешенности. Обозначается цифрами 1; 2; 3. 1-й – наиболее уравновешенный.
Класс точности и класс неуравновешенности очень редко стоят на маркировке кругов. Для качественного же точения ленточных пил эти характеристики имеют принципиальное значение. Почему-то производители, как наши, так и зарубежные, указывают их только в сопроводительных документах при оптовых поставках. Поэтому, покупая круги, поинтересуйтесь у продавца, какого качества они на самом деле. В основном это касается российских производителей. Без обозначения это, как правило, круги стандарта Б2. Иногда в конце обозначения стоит ББ. Многие думают, что это означает балансированные. На самом деле это означает бакелитовые, класс точности Б. Для качественного точения необходим стандарт А1, а лучше АА1. Круги нероссийских производителей обычно хорошего качества, но и там иногда попадаются низкосортные партии.
Четыре круга. Данте и не снилось…
Применяемые для затачивания ленточных пил круги можно разбить на четыре группы: А, Б, С, D.
Группа А . Самые дешевые круги российского производства, в основном Лужского абразивного завода. Связка – бакелитовые или керамические. Стоимость – 30-50 рублей для диаметров до 150 мм. Толщина – 3-6 мм. Количество проходов до правки: один-два для обычных бакелитовых и керамических; три-семь для армированных бакелитовых.
Армированные бакелитовые круги можно было бы назвать лучшими для точения, но качество их изготовления часто оказывается настолько низким, что точить ими становится просто невозможно.
И это не вина завода. Просто его дилеры закупают изначально самую дешевую и соответственно низкого качества продукцию, не понимая, что хорошо точить неотбалансированными кругами невозможно в принципе.
По крайней мере когда мы заказывали круги напрямую с завода и сразу указывали необходимый нам класс точности изготовления и балансировки, то получали их вполне хорошего качества.
Станок с неотбалансированным кругом начинает сильно шуметь и вибрировать, что резко ухудшает качество заточки. Появляются большие риски и прижоги. Иногда при небольшом вмешательстве круги удается исправить. Для этого нужно включить двигатель заточного круга. Проводя правящим карандашом по бокам круга, снимают геометрические неровности, тем самым практически устраняя дисбаланс. А подведя карандаш к торцу круга, устраняют торцевое биение и уже затем формируют необходимый профиль торца круга.
При небольшой подаче эти круги позволяют, не образуя прижогов, протачивать зубья пилы даже без водяного охлаждения. Но при этом неармированные круги очень быстро теряют форму, иногда даже не успевая проточить один раз всю длину ленточной пилы. Таким образом, на выходе вы можете получить пилу хоть и заточенную, но с зубьями разного профиля и с разными углами. Пила будет пилить рывками и быстро заволнит. Неармированные круги обязательно надо профилировать перед каждым новым проходом или на вновь установленную пилу.
Группа Б . Бакелитовые заточные круги нероссийских производителей. Стоимость – 300-500 рублей для диаметров до 150 мм.
Круги обычно хорошего качества. Отбалансированы. Одного формирования профиля круга может хватить на три-семь проточек. Это зависит от твердости связки и глубины врезания, что позволяет протачивать пилу с примерно одинаковым профилем по всей длине.
Но при этом круги очень капризные. Требуется определенный опыт работы для правильной настройки скорости движения ленточной пилы и глубины врезания, чтобы даже с водяным охлаждением точить без прижогов.
Польская фирма Andre Abrasives делает такие диски с вкраплением алмазной крошки и обозначает их Formula3 99А60SB-50 (только не путайте их настоящими алмазными кругами). Такие круги ленточные пилы с каленым зубом точат немного лучше.
Группа С . Керамические заточные круги типа «сэндвич» чешской фирмы Carborundum Elektrite. Стоимость – 300 рублей для диаметров до 150 мм.
В этих кругах производитель в принципе удачно объединил переднюю часть, изготовленную из обладающего повышенной режущей способностью розового хромтитанистого электрокорунда на связке средней твердости, которой протачивается наиболее твердая передняя часть зуба и его острая режущая кромка. Эта часть хорошо держит форму и не требует постоянного допрофилирования. Вторая часть изготавливается из менее твердого электрокорунда, нормального на более мягкой связке. Она служит для прошлифовывания радиусов впадины и задней кромки зуба. Эта часть круга работает в менее тяжелых условиях и редко прижигает зуб.
Поскольку правильно точить ленточную пилу практически ни у кого не получается, то часто второй слой почти полностью стачивается при формировании торца круга и служит в основном для обеспечения кругу необходимой прочности на изгиб.
Дополнительным плюсом этих кругов является то, что они ведут себя более предсказуемо по сравнению с кругами на бакелитовой связке, тем самым немного облегчая заточнику задачу правильности подбора режима точения – глубины врезания и скорости подачи зуба.
Группа D . Алмазные или эльборовые узкие (толщиной 3-5 мм) круги на мягкой бакелитовой связке, типа АС4 125/100-4-В2-01. Стоимость – 700-800 рублей для диаметров до 150 мм. Эти круги предназначены только для финишного шлифования. Их не применяют для точения, так как в этом случае вы очень быстро срежете мягкую связку вместе с находящимися в ней алмазами. И уже после заточки трех-пяти ленточных пил круг может стать нерабочим.
Фактор последний, – человеческий, – но не менее важный, чем предыдущие два, а также альтернативный способ заточки – при котором затачивание зубьев пилы проводится профильным эльборовым (боразоновым) диском, мы рассмотрим в следующем номере журнала «ЛесПромИнформ».
Валерий БОБОВ
Правила заточки ленточных пил в домашних условиях
Ленточные пилы являются неотъемлемым элементом одноименных станков, предназначенных для обработки различных материалов. Режущие детали в процессе работы постоянно подвергаются усиленным нагрузкам, вследствие чего затупляются и время от времени требуют заточки. Заточка ленточной пилы может осуществляться в специализированной мастерской или же в домашних условиях при соблюдении определенной технологии и наличии соответствующих приспособлений. Для того чтобы правильно выполнить заточку пильного полотна, необходимо знать особенности его конструкции и разбираться в отличиях ленточных резаков. В нашей статье мы расскажем, как правильно заточить затупленный инструмент и вернуть ему прежнюю остроту.
Типы пил
Ленточные пилы можно различить по виду зубьев, с учетом конфигурации которых и подбирают необходимый образец для обработки материала определенного типа. Подбор конфигурации зубов пилы основывается на характеристиках пиломатериала, в частности, на параметрах его твердости: чем плотнее древесина, тем меньшим будет передний угол резцов ленты и шаг между ними.
Соблюдая данное правило, удается существенно улучшить качество пропила и продлить эксплуатационный период инструмента.
Распил тонких материалов обычно осуществляют при помощи пильного полотна, у которого стандартный или небольшой шаг между резаками, иначе риск повреждения рабочего инструмента возрастает многократно. Пила с большим шагом зубцов предназначена для того, чтобы с ее помощью пилить металлические или деревянные толстостенные заготовки, которые необходимо плотно зафиксировать, прежде чем приступить к процессу обработки.
Правила работы
Если вы решили осуществить заточку ленточной пилы в домашних условиях, не прибегая к услугам специалиста, ознакомьтесь с правилами выполнения данной процедуры.
Для выполнения корректного заострения ленточной пилы вам потребуется специальный станок для заточки и инструкция, приведенная ниже. Конфигурация заточного круга, который может быть плоским, профильным, тарельчатым или выполненным в форме чаши, подбирается в зависимости от технических характеристик пилы. Обращаем ваше внимание на то, что строгое соблюдение правил безопасности убережет вас от травм, а инструмент от поломки. Чтобы защитить дыхательные пути от характерной тяжелой пыли, работы необходимо проводить в респираторе или специальной маске. Итак, перейдем к поэтапному выполнению работ.
- Приступая к заточке ленточной пилы, обязательно проверьте точильный круг на предмет неравномерного истирания и всевозможных дефектов, наличие которых не позволит снимать ровный слой металла и приведет к нежелательным последствиям в виде порчи резака.
- Затачивать затупившийся инструмент следует без рывков и резкого перемещения инструмента по поверхности абразивного круга, иначе структура и высота зубьев будет нарушена.
- Третье правило скорее касается механизма точильного круга, который должен содержать охлаждающую жидкость, препятствующую перегреву агрегата. Такая опция убережет точильный станок от выхода из строя и поможет осуществить точную заточку пильного полотна.
- По завершении работ необходимо внимательно осмотреть поверхность пилы и убедиться в том, что на ней нет зацепок и сколов. В случае обнаружения подобных дефектов, пилу необходимо заточить на круге повторно, поднеся ее к станку под определенным углом, или довести до необходимых параметров на шлифовальной машине.
Способы точения
Заточка ленточных пил по дереву выполняется двумя способами: на профессиональном оборудовании (полнопрофильная) или путем заострения граней резцов. В первом случае речь идет о наиболее точном машинном варианте заточки, в ходе которого весь процесс осуществляется при помощи автоматики. Для того чтобы заточить инструмент надлежащим образом, здесь будет достаточно подобрать основной элемент станка – эльборовый круг, все остальное контролирует электроника. Стоимость таких работ достаточно высока, и она вряд ли подойдет тем, кто часто сталкивается с необходимостью заточки пил ввиду их интенсивного использования, если, конечно же, мастер не владеет таким станком. Стоит отметить и тот факт, что покупка набора абразивных кругов для всех типов ленточных пил также требует дополнительных затрат, и для разовых манипуляций нет никакого смысла в его приобретении.
Второй метод подразумевает исключительно заточку зубцов, и может выполняться как в ручном, так и в автоматическом режиме с помощью специального устройства. Для правильной ручной заточки требуется наличие гравера и определенные навыки человека, который с ним работает. Чтобы не испортить металл и избежать повреждения зубьев, движения мастера должны быть точными и достаточно быстрыми. Впервые приступая к подобным процедурам, желательно провести пробную заточку на ненужном листе металла во избежание порчи недешевого инструмента.
Правильная заточка пильных полотен ленточного типа подразумевает обработку задних и передних граней резцов, хотя большинство мастеров, выполняющих данный процесс вручную, ограничиваются исключительно заострением задних кромок. Такой метод позволит использовать инструмент по назначению, к тому же он реализуется намного проще, нежели двухсторонняя заточка. Заострение передних кромок удается провести корректно при наличии точильного станка. Здесь также, как и в случае с полнопрофильной заточкой, необходимо правильно подобрать типоразмер точильного круга, и тогда режущая лента обретет необходимую остроту. Существует зимний способ заострения ленты, при котором угол заточки равняется 90 градусам, а вместо воды в станок заливают охлаждающую жидкость или солярку.
Разводка
К сожалению, стандартной заточки иногда бывает недостаточно для того, чтобы вернуть пиле необходимую степень остроты, важным условием которой является величина отгиба резцов, называемая на профессиональном языке разводкой. Суть данного условия заключается в том, чтобы в момент пиления при соприкосновении инструмента с пиломатериалом сила трения была уменьшена, а материал мог свободно перемещаться между зубьями полотна.
В большинстве случаев применяется стандартная разводка, в ходе которой происходит попеременное разгибание резцов в разные стороны относительно друг друга на расстояние, не превышающее 0,4 мм. Разводить пилу вполне возможно и в домашних условиях, при этом необходимо осуществлять строгий контроль над углом отклонения режущих элементов – он должен быть одинаковым.
Также существует защищающая разводка, к которой прибегают в основном в профессиональных мастерских. При такой процедуре два резца должны быть отогнуты под разным углом, при этом третий зуб остается не тронутым. Не менее сложной является и волнистая разводка, а ее суть полностью отражена в названии. В данном случае зубцы деликатно отгибаются в одном направлении и плотно смыкаются между собой, а лента приобретает волнистую конфигурацию. На видео вы можете увидеть, как проводится разводка ленточных пил в домашних условиях.
Применение заточного станка для ленточных пил позволяет быстро и качественно восстановить рабочую поверхность инструмента и обеспечить заявленный производителем объем порезки древесины до разрыва полотна.
Механизмы и станки для заточки ленточной пилы
Использование ленточных пил для распиливания древесины и других материалов обеспечивает получение минимальных потерь в процессе обработки и увеличивает производительность труда. Циркулярные пилы имеют меньшую производительность и более низкий коэффициент полезного использования материала.
Средняя, заявленная различными изготовителями ленточных пил производительность режущего инструмента, до разрыва должна соответствовать объему распилки более 60 м³ леса кругляка.
При затуплении или неправильной заточке рабочей части зуба пилы производительность процесса резко падает. После пропила на поверхности обрабатываемой древесины появляется большая волна, пила рвется. Что на нет сводит все преимущества таких пил.
Чтобы правильно заточить ленточную пилу, необходимо в первую очередь восстановить разводку зубьев рабочего полотна. Для этой операции используют разводной станок, который позволяет точно разводить каждый зуб на необходимый угол. Он позволяет отгибать треть или 2/3 высоты зуба, восстанавливая изначальный профиль инструмента.
Для обеспечения высоких прочностных и износоустойчивых свойств полотно пилы состоит из 2 частей, сваренных между собой. Основное полотно изготавливается из пружинистой стали, способной выдерживать сильные динамические нагрузки. Режущая поверхность инструмента делается из инструментальной стали, повышенной прочности и износоустойчивости, с большим содержанием вольфрама и кобальта.
Так как твердость материала режущей кромки пилы выше 45 HRS, для ее заточки применяют корундовые, алмазные и эльборовые круги. При заточке боразоновый (эльборовый) круг предпочтительнее алмазного, хотя его твердость ниже на 10-20%, чем у алмазного, но зато химическая и термическая стойкость выше в 2 раза.
Боразон — это зарегистрированная американской фирмой «Дженерал Электрик» торговая марка технического кубического нитрида бора, а эльбор — синтезированный в СССР материал, имеющий такую же химическую формулу, но изготовленный по другой технологии. Эксперты считают, что заточные круги, изготовленные из российского эльбора, более качественные и износостойкие.
Конструктивные отличия станков для заточки ленточных пил:
- устройства с ручным приводом, которые посредством воздействия вращающегося абразивного круга на зуб, восстанавливают остроту его кромки;
- установки с механической системой автоматизации процесса заточки, позволяющей настраивать необходимые параметры процесса;
- автоматизированные центры, управляемые компьютерными системами.
Революцию в технологии заточки ленточных пил произвела фирма Wood-Mizer, предложившая способ, при котором профильный боразоновый круг за 1 проход восстанавливает как профиль зуба, так и его остроту. Недостаток этого метода — необходимо иметь свой круг для каждого профиля зуба пилы.
На рынке представлены заточные устройства для ленточных пил в 3 ценовых сегментах:
- 15 000-30 000 руб. — достаточно дешевые станки. Сюда входят заточные механизмы с плоскими кругами, которые затачивают режущую кромку зуба. Упрощенный вариант устройства с диском для профильной заточки зуба.
- 85 000-130 000 руб. — дорогие копии Wood-Mizer устройств и станки оригинальной фирмы.
- 60 000-65 000 руб. — российский станок, разработанный в фирме «Вестрон».
Первая категория оборудования не обеспечивает полнопрофильную проточку межзубового паза при заточке плоским кругом, тем самым снижая ресурс пилы до распилки 15-20 м³ леса кругляка. Упрощенные варианты станков для заточки пил по дереву с полнопрофильным кругом страдают наличием больших люфтов, которые приводят к биению круга и, как следствие этого, получению неправильной заточки и быстрому выходу эльборового круга из строя.
Во второй категории лучше покупать оригинальные вудмайзеровские станки.
В третью группу входят российские станки, изготовленные в компании «Вестрон» с оптимальной стоимостью и характеристиками, превышающими иностранные аналоги:
- разнопрофильные эльборовые диски имеет износостойкость, на 30-40% превышающую иностранные аналоги;
- эргономичная, продуманная настройка устройства заточки пил, позволяющая правильно заточить профиль зуба инструмента.
Популярные модели
На российском рынке в рейтинге популярных моделей станков для заточки пил на престижных позициях находятся бюджетные станки от воронежской компании «ХИТ», выпускающей линейку оборудования под маркой АЗУ-02. Также фирма производит станки для разводки зубьев РУ-04/08М, -05, -07. В более дорогом ценовом сегменте лидирует модель ПЗСЛ30 60 ПРОФИ, разработанная в подмосковной компании «Вестрон».
Устройство заточного станка
Полуавтоматический станок, позволяющий затачивать кромки зубьев пилы, представляет собой конструкцию, состоящую из основания, на котором закреплен абразивный инструмент с приводом, копир, отслеживающий профиль зуба, толкатель, система регулирующих штанг, система жидкостного охлаждения и пульт с органами управления установкой.
Абразивный инструмент производит поступательное движение вверх — вниз, посредством регулировочного устройства оператор может изменить угол наклона заточного инструмента. Копир обеспечивает управление движением абразивного круга в соответствии с профилем режущей кромки зуба, и задает продольное смещение полотна пилы в зависимости от расстояния между зубьями.
Для заточки режущей кромки пил по металлу необходимо настроить оборудование, изменив органами управления угол заточки зуба.
Как правильно заточить пилу на станке?
В домашних условиях для того, чтобы правильно заточить зубья пилы своими руками, необходимо:
- восстановить разводку зубьев, отгибая 2/3 длины зуба в сторону от образующей полотна, восстанавливая начальный угол разводки;
- абразивным инструментом заострить кромки зубьев, убирая с поверхности материала микротрещины.
Основные правила, которые необходимо соблюдать при восстановлении режущей кромки пилы на станке:
- произвести на специальном оборудовании разводку зубьев, восстановив начальный угол разводки;
- настроить станок на съем достаточного количества материала режущей кромки, чтобы убрать все повреждения и микротрещины;
- производить заточку с включенной системой охлаждения, не допуская посинения материала зуба;
- начинать процесс заточки с места сварки полотна в кольцо.
Варианты заточки
Существует 2 способа заточки зубьев пилы:
- Полнопрофильный, производится на автоматическом станке для заточки ленточных пил. Боразоновый круг, соответствующий профилю зуба, за 1 проход восстанавливает профиль межзубовой впадины и затачивает режущие кромки инструмента.
- Заточка режущих кромок зубьев. Может производиться вручную или на станке с плоским заточным диском. При этом заостряются грани, и убираются микротрещины на рабочей поверхности инструмента, образовавшиеся в процессе работы.
Видео инструкция по заточке ленточных пил покажет последовательность правильных действий при выполнении этого процесса.