Содержание
- Что представляет собой «инвертор»?
- Что представляет собой «трансформатор»?
- Таблица
- Общая информация
- Трансформатор или инвертор: что лучше?
- Вместо заключения
- 8. Достоинства и недостатки сварных соединений
- Классификация сварных соединений и швов
- Типы сварочных аппаратов
- Самопроизвольное отключение
- Неисправности инверторных устройств
- Отличие сварочного трансформатора от инвертора
Что представляет собой «инвертор»?
«Инвертор» относится к инновационным устройствам для сварки. Принцип его работы заключается в способности преобразовывать электрический ток, поставляемый по переменным сетям (самым распространенным), в выпрямленный постоянный, а после — и переменный с нужной частотой, а также силой, достаточной для осуществления качественной сварки. Для этого используется встроенный выпрямитель «инвертора».
Исследуем более подробно принципы работы инверторного агрегата.
После выпрямления ток сглаживается специальным фильтром, который присутствует в конструкции рассматриваемого аппарата. После — посредством особых транзисторов вновь преобразуется в переменный, но с очень высокой частотой — в несколько десятков кГц. Для сравнения: по сетям электрический ток распространяется с частотой в 50 Гц. Напряжение высокочастотного тока в «инверторе» снижается примерно до 70-90 В, в то время как сила тока увеличивается — примерно до 100-200 А.
Подобная технология позволяет формировать ток для сварки посредством аппаратов с небольшими габаритами, и притом потребляющих относительно немного электроэнергии.
Реклама
Современные инверторные аппараты, как правило, обеспечивают существенно более высококачественную сварку, чем агрегаты многих других типов. Более того, как считают некоторые эксперты, «инверторы» более удобны в пользовании, чем аналоги. Данные агрегаты хорошо подходят начинающим, имеющим небольшой опыт, сварщикам. Хотя, конечно, применение соответствующих аппаратов требует достаточно высокого уровня профессиональной подготовки работника.
В руки сварщика попадает агрегат с относительно небольшими габаритами и весом — порядка 4 кг. Его удобно переносить с одного места на другое, осуществлять сварку в труднодоступных участках зданий.
В числе наиболее примечательных свойств сварочных аппаратов, о которых идет речь, — способность функционировать даже при не самой стабильной сети, а при необходимости — питаться от автономных домашних электростанций.
«Инверторы» обеспечивают наиболее стабильную подачу сварочного тока. Тот факт, что на входе могут быть колебания напряжения, не играет роли. В результате формируется в достаточной мере устойчивая сварочная дуга. Кроме того, подобная технология сварки значительно уменьшает разбрасывание капель расплавленного металла.
В числе недостатков «инверторов»:
- высокая цена;
- возможность отказов в работе при температуре ниже минус 15 градусов.
Кроме того, особенностью многих инверторных сварочных агрегатов является необходимость задействовать кабель питания, длина которого не превышает 2,5 метров.
Что представляет собой «трансформатор»?
Трансформаторные агрегаты для сварки функционируют на переменном токе и в общем случае не выпрямляют его перед подачей на электрод. Данная особенность предопределяет часто не самое высокое качество формирования швов во время сварки.
![]()
Для того чтобы оптимизировать результат работы, сварщик может задействовать внешний выпрямитель. Но нужно иметь в виду, что подобный агрегат стоит недешево: его цена может быть сопоставима со стоимостью «трансформатора». К тому же инсталляция выпрямителя заметно утяжеляет сварочную систему, и потому перенести ее с одного места на другое столь же легко и оперативно, как в случае с «инвертором», непросто.
«Трансформаторы» работают без сбоев и обеспечивают хорошее качество сварки при условии стабильной подачи электричества. Не все типы агрегатов, относящихся к трансформаторным, корректно функционируют при подключении к тем же автономным электростанциям. Пользование «трансформатором» требует особенно высокой квалификации сварщика, наличия у него значительного опыта работы с данным оборудованием.
Рассматриваемые агрегаты не всегда позволяют обеспечивать плавную регулировку подачи сварочного тока. Они менее экономичны, чем «инверторы». Их вес значительно больше, чем у сварочных аппаратов первого типа: он может составлять порядка 40 кг.
В числе неоспоримых достоинств «трансформатора» — простота. Данный аппарат функционирует за счет преобразования тока, подаваемого на трансформатор, — первичного — во вторичный, характеризующийся относительно невысоким напряжением и большой силой тока. В данном случае задействуется принцип электромагнитной индукции. Он предполагает формирование коэффициента преобразования за счет разницы между показателями количества витков на разных участках обмотки — первичном и вторичном.
Таким образом, рассматриваемый агрегат — очень надежный, простой в инсталляции.
«Трансформаторы» стоят относительно недорого. Для них не свойственна сильная чувствительность к морозам — как в случае с «инверторами». Поэтому во многих сферах применения сварочных аппаратов «трансформаторы» незаменимы.
Таблица
| Инверторные сварочные аппараты | Трансформаторные сварочные аппараты |
| Функционируют за счет преобразования переменного тока в постоянный и далее — обратно в переменный с высокой частотой и силой тока | Функционируют за счет усиления тока при использовании принципа электромагнитной индукции |
| Предполагают выпрямление тока перед подачей на сварочный электрод | Требуют в этих целях задействования выпрямителя — довольно дорогого агрегата, и к тому же заметно утяжеляющего сварочный аппарат |
| Имеют небольшой размер и вес | Имеют, как правило, существенно больший размер и вес |
| Во многих случаях позволяют обеспечить более высокое качество сварки | Не всегда обеспечивают качество сварки, сопоставимое с тем, что достигается на «инверторах» |
| Стоят дороже | Стоят дешевле |
| Менее морозоустойчивы | Более морозоустойчивы |
Время чтения: 8 минут
У любого новичка, впервые зашедшего в сварочный магазин, разбегаются глаза от огромного ассортимента аппаратов. Среди них есть и дорогие, и дешевые, и компактные, и громоздкие, и профессиональные, и любительские. А что уж говорить об их функционале! Одни аппараты предназначены для простейшей ручной дуговой сварки, другие могут выполнять сварку в среде защитного газа, а третьи и вовсе используют плазму для соединения металлов.
Понятно, что начинающему сварщику непросто разобраться в этом разнообразии сварочного оборудования. Поэтому таким мастерам чаще всего советуют приобрести недорогой инвертор для РДС сварки, либо трансформатор. РДС сварка (ручная дуговая сварка покрытым электродом) наиболее проста и понятна для новичка, и многие начинают именно с этой технологии.
Да, аппарат необходимо подбирать исходя из его функционала и возможностей. Только затем обращают внимание на его стоимость и габариты. Тем не менее, сварочный аппарат или инвертор, или трансформатор предназначен для одного и того же — для соединения металлов. Из-за этого даже здесь новички умудряются запутаться, и не могут выбрать оптимальный инверторный или трансформаторный сварочный аппарат.
В этой статье мы расскажем, чем отличается инверторный аппарат от трансформаторного. И что лучше выбрать для обучения или любительской сварки в гараже и на даче.
Общая информация
Что такое трансформатор?
Трансформатор — это наиболее классический представитель сварочных аппаратов. Трансформаторные аппараты повсеместно использовались на протяжении всего 20 века и лишь в начале 21 века начали вытесняться инверторами.
Все современные и старые трансформаторы приспособлены, прежде всего, для ручной дуговой сварки с использованием плавящегося электрода. Такая технология сварки так же является классической и используется до сих пор. Она наиболее проста и понятна даже для новичка.
Сварочный трансформатор осуществляет сварку на переменном токе, этим он существенно отличается от инвертора, который варит на постоянном токе. Что это значит для вас, как для сварщика? Прежде всего, сварка на переменном токе сложнее. Дуга неохотно поджигается, горит нестабильно. Соответственно швы формировать очень сложно, если у вас нет мастерства в этом деле.
Также применение трансформатора связано с другими трудностями. Зачастую для регулировки силы тока необходимо менять величину индуктивного сопротивления, либо менять величину вторичного напряжения холостого хода. У инвертора есть одна простая «крутилка» для настройки силы тока, а вот с трансформатором придется дольше обучаться.
Зато, трансформаторы мощнее и отлично подходят для сварки любых металлов, даже толстых. Они дешевле, неприхотливы к условиям хранения, чинятся быстро и дешево. Обратная сторона медали — большие габариты. Трансформатор может весить несравнимо много. Вес бытовых моделей достигает 100 кг.
Наверняка, многие новички уже решили, что выбрать: трансформатор или инвертор. Не спешите. Далее мы расскажем об инверторах и вы, возможно, измените свое мнение.
Что такое инвертор?
Инвертор или инверторный аппарат — это современная версия классического сварочного аппарата. Его ключевые достоинства — это компактность (вес зачастую не превышает 10 кг), функциональность (есть встроенные функции, упрощающие поджиг дуги и предотвращающие образованию дефектов), и большой выбор аппаратов. На данный момент, инвертор — это самый популярный тип сварочного оборудования во всем мире. И большая часть покупателей — новички.
Существует небольшая путаница в названиях, с которой может столкнуться начинающий сварщик. Инверторное оборудование — это целый класс, состоящий из разных аппаратов, к ним так же относится полуавтомат. Но в кругу сварщиков инверторами принято называть компактные сварочные аппараты инверторного типа, предназначенные ТОЛЬКО для ручной дуговой сварки. Если инверторный аппарат может выполнять сварку в среде защитного газа, например, то его принято называть полуавтоматом, а не инвертором.
Запомнили? Инвертор – это инверторный аппарат для ручной дуговой сварки. Все остальные инверторные аппараты (выполняющие TIG, MIG/MAG, FLUX сварку) — это полуавтоматы. Поэтому вопрос «Что лучше: сварочный полуавтомат или обычный инвертор?» является темой для отдельной статьи. Здесь мы об этом не будем говорить.
Читайте также: Рейтинг недорогих сварочных инверторов
Вернемся к особенностям инвертора. В отличие от трансформатора, в основе инвертора лежит блок электрических микросхем. Проще говоря, это «мозги» любого инвертора. Благодаря такой особенности даже самый маленький и легкий аппарат весом в 5 кг может быть оснащен дополнительными функциями. Чаще всего встречаются функции типа форсажа дуги или антизалипания. Они упрощают работу и помогают избежать проблем при формировании шва.
Далее мы расскажем, что лучше сварочный трансформатор или сварочный инвертор. Здесь не все так очевидно, как кажется многим начинающим мастерам.
Трансформатор или инвертор: что лучше?
Итак, теперь вы знаете, что такое трансформатор и инвертор, и каковы их отличия. На этом этапе у вас наверняка возник вопрос: «А какая сварка лучше инвертор или трансформатор?». Мы вас огорчим, но короткого ответа не существует. Поскольку есть множество нюансов. Но, обо всем по порядку.
Прежде всего, трансформатор и инвертор — это два совершенно разных аппарата. У них разное устройство, разный принцип действия, разный способ настройки. Различаются даже габариты и вес.
Инверторы более дружелюбны к начинающим, поскольку снабжаются дополнительными функциями, упрощающими сварку. Но при этом они менее надежны и недостаточно мощные. Трансформаторы сложны в освоении и здесь качество шва напрямую зависит от выбранных настроек и мастерства самого сварщика. Зато они гораздо мощнее и предоставляют вам больше возможностей в будущем.
Отсюда следует простой вывод: трансформаторы необходимы тем, кто всерьез хочет освоить сварочное дело, но не готов тратить большие деньги на мощный инвертор. Трансформатор за сравнительно небольшую цену даст вам гораздо больше возможностей, чем бытовой инвертор. Но вам придется потратить немало времени на изучение теории по настройке такого аппарата.
А вот инвертор понравится всем дачникам и гаражным умельцам, которым нужно пару раз в году что-то подварить. Они не хотят долго разбираться с настройками и возиться с транспортировкой аппарата. Но чтобы получить более мощный аппарат, им придется купить дорогой профессиональный инвертор либо тот же трансформатор.
А как же выпрямители?
Опытные мастера наверняка заметили, что в этой статье мы не рассказали про еще один интересный тип сварочного оборудования. Речь идет о выпрямителях. Многие новички даже не слышали о таких аппаратах, хотя выпрямитель может стать идеальным вариантом при выборе первого сварочника.
Выпрямитель во многом схож с трансформатором. Он такой же громоздкий и мощный. Но есть одно ключевое отличие. Дело в том, что трансформаторный аппарат осуществляет сварку на переменном токе. Отсюда и множество трудностей с поджигом дуги и ведением шва. Выпрямитель лишен этого недостатка. Он, как и инвертор, осуществляет сварку на постоянном токе. Поэтому новичку проще поджечь дугу и в целом управляться с аппаратом.
Большинство выпрямителей заточены так же под ручную дуговую сварку, так что с этим у вас не будет проблем. Выпрямитель так же надежен, как и трансформатор, поскольку в нем редко встречаются электронные компоненты. Ни один дешевый бытовой инвертор не сравнится по надежности с выпрямителем или трансформатором.
Именно поэтому, задавая вопрос «Что лучше: сварочный трансформатор или инвертор?» вспомните про выпрямитель. Это отличный аппарат как для новичка, так и для практикующего мастера.
Вместо заключения
Нет однозначного ответа на вопрос, какой сварочный аппарат лучше — инвертор или трансформатор. Дело в том, что сварочный инвертор или сварочный трансформатор — это два принципиально разных аппарата. И хоть оба они предназначены для РДС сварки, их суть различается. Наша рекомендация: если подбираете аппарат для дачи, чтобы пару раз в год подварить теплицу, то выбирайте недорогой инвертор. Они проще в освоении, компактнее и легче.
Ну а если вы планируете обучаться и хотите аппарат «на вырост», то присмотритесь к трансформаторам или выпрямителям. Они тяжелее и сложнее в транспортировке, зато стоят столько же, сколько хороший инвертор. При этом гораздо мощнее и даже бытовые модели выдают силу тока до 300 Ампер.
Но учтите, что при использовании трансформаторов или выпрямителей у вас нет права на ошибку. Правильно выставите настройки — получите шов отличного качества. Здесь аппарат не будет помогать вам, как в случае с инвертором. Но мы считаем, что это скорее плюс, чем минус. Поскольку обучившись работать с трансформатором, вы потом сможете варить любым аппаратом, будь он трансформаторный, инверторный или полуавтоматический. Так же не забывайте про выпрямители, это тоже отличный аппарат для новичка. Желаем удачи в работе!
8. Достоинства и недостатки сварных соединений
Достоинства сварных соединений:• Возможность получения изделий больших размеров (корпуса судов и летательных аппаратов, железнодорожные вагоны, кузова автомобилей, трубопроводы, резервуары, фермы, мосты и др.). • Снижение массы по сравнению с литыми деталями до 30…50%, с клепанными – до 20%. Этого достигают благодаря в основном снижению толщин стенок и припусков на механическую обработку, а также отсутствию ослаб-ляющих отверстий и накладок при наклепе. • Снижение стоимости изготовления сложных деталей в условиях единичного и мелкосерийного производства. • Малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации.
Недостатки сварных соединений:• Вероятность возникновения при сварке плавлением различных дефектов швов, снижающих прочность соеди-нения при переменных нагрузках. • Низкая прочность швов при электроконтактной сварке вследствие неправильного выбора параметров техно-логического процесса. • Необходимость проведения для всех сварных швов визуального контроля, а для сварных изделий ответствен-ного назначения неразрушающего инструментального или выборочно разрушающего контроля. • Возникновение остаточных напряжений (вследствие термических деформаций от неравномерного нагрева) снижает прочность и вызывает необходимость проведения в ряде случаев механической обработки после старения (изменение свойств металла во времени вследствие внутренних процессов). • Местный нагрев вызывает в зоне термического влияния вблизи шва изменение механических свойств метал-ла.
Классификация сварных соединений и швов
Термины и определения основных понятий в области сварки устанавливает ГОСТ 2601-84 (в ред. 1992 г.). Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Сварное соединение- неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.

Рис. 1.1. Сварное соединение
Сварной шов- участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва- сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл- металл подвергающихся сварке соединяемых частей.
Зона сплавления- зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния- участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Стыковое соединение- сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 1.2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 1.2, б).
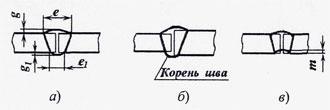
Рис. 1.2. Стыковые соединения
Угловое соединение- сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 1.3).
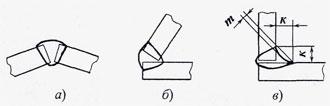
Рис. 1.3. Угловые соединения
Тавровое соединение- сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 1.4).

Рис. 1.4. Тавровые соединения
Нахлесточное соединение- сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение- сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 1.5, е).
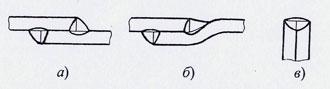
Рис. 1.5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
По типу сварные швы делят на стыковые, угловые и прорезные.
Стыковой шов- сварной шов стыкового соединения.Угловой шов- сварной шов углового, нахлестанного или таврового соединений.Прорезной шов(рис. 1.6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или пробочный шов (электрозаклепка — при дуговой сварке) (рис. 1.6, г). Прорезные швы при приварке толстого листа (рис. 1.6, д) могут выполняться по заранее выполненным отверстиям в верхнем листе (при точечном шве) или прорези (при непрерывном шве).
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
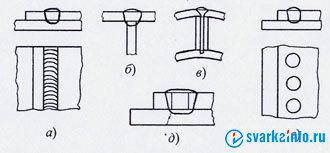
Рис. 1.6. Прорезные швы
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 1.2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 1.2, а; 1.4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в; 1.3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва- часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 1.2, б; 1.4, а). По существу это обратная сторона шва, в которой различают ширину е1и высоту g1обратного валика (см. рис. 1.2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового швак определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 1.3, в; 1.4, а). Катет задается в качестве параметра режима, который нужно выдерживать при сварке.Толщина углового шваа — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (см. рис. 1.4, а). Для оценки прочности сварного соединения используют расчетную высоту углового шва — р (см. рис. 1.4, а). Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу (см. рис. 1.3, в).
По протяженности сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 1.7, а) и прерывистыми (рис. 1.7, б), с шахматным (рис. 1.7, в) и цепным (рис. 1.7, г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 1.7, б, д).
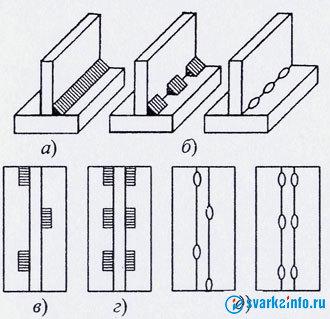
Рис. 1.7. Угловые швы тавровых соединений
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шовприменяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Подслоем сварного шва(I—IV на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (1-5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва.Валик- металл сварного шва, наплавленный за один проход. Подпроходомпри сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
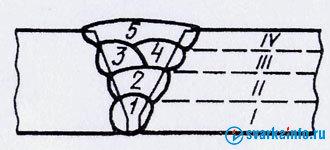
Рис. 1.8. Многослойный шов
По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 1.9, 1.10). На рисунках даны русские и в скобках международные обозначения. Схемы сварки, стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.
Рис. 1.9. Положение шва при сварке стыковых (а) и тавровых (б) соединений листов: HI — нижнее; Н2 — нижнее тавровых соединений; B1 — вертикальное (сварка низу вверх); B2 — вертикальное (сварка сверху вниз); Г — горизонтальное; П1 — потолочное; П2 — потолочное тавровых соединений
Рис. 1.10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб: HI — нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 — нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В1 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъем»; В2 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»; Г — горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н45 — переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 — потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
Расчет стыковых швов
В стыковом шве распределение напряжений по длине шва принимается равномерным; рабочая толщина шва принимается равной толщине стыкуемых элементов (и меньшей, если толщины различны). Поэтому напряжение в шве, расположенном перпендикулярно оси элемента (рис. 77, а):
(47)
где N—расчетное усилие (с коэффициентом перегрузки);
ш—рабочая толщина шва;
lш— расчетная длина шва, равная фактической длине, если места зажигания и тушения дуги выведены за пределы сечения элемента (что обычно имеет место, рис. 69); в противном случаеlш=l— 10мм, гдеl— ширина элемента;
Rсв—соответствующие расчетные сопротивления стыкового шва сжатию или растяжению.
Если расчетное сопротивление сварки Rсвменьше расчетного сопротивления основного металлаR и в стыкуемом элементе нет запасов в напряжениях, рабочее сечение шва может оказаться недостаточным; тогда для увеличения длины шва его приходится делать косым (рис. 77,б). Косые швы с наклоном реза 2:1, как правило, равнопрочные с основным металлом и потому не требуют проверки; однако в отдельных случаях, когда необходимо снижение напряжений, например при вибрационной нагрузке, приходится рассчитывать и косые швы. В этом случае, разложив действующие усилия на направления перпендикулярно оси шва и вдоль шва, находим напряжения:
перпендикулярно шву
(48)
вдоль шва
(49)
Здесь lш— расчетная длина косого шва.
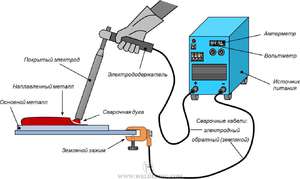
Типы сварочных аппаратов
 Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Трансформаторы
 Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Особенность аппаратов этого типа — переменный ток около выхода, что приводит к разбрызгиванию металлов и снижению качества швов. Для проведения сваривания цветных металлов, повышения качества горения дуги, к структуре необходимо будет добавить ряд массивных и громоздких компонентов. Сам трансформатор занимает много места, имеет значительный вес. Для проведения работ понадобятся специальные электроды, а сам сварщик должен обладать немалым опытом.
Коэффициент полезного действия около 90%, но значительная часть энергии уходит на нагрев. Охлаждается агрегат посредством нескольких вентиляторов с неодинаковой мощностью, так как необходимо уменьшить температуру аппарата весом в несколько десятков либо сотен килограмм.
Устройства такого типа в наше время используются не настолько часто, как раньше, но определенный спрос имеется, чему способствуют низкая стоимость, надежность и долговечность. Трансформаторы идеально подходят для работы с низколегированными типами стали.
Выпрямители
Выпрямители для сварки можно считать усовершенствованными трансформаторами. В сварочных швах, полученных их посредством, практически отсутствуют недостатки, связанные с использованием переменного тока. В состав таких устройств входят:
-
 Трансформатор.
Трансформатор. - Диодный блок (выполняет роль выпрямителя).
- Компоненты для регулировки.
- Элементы запуска.
- Защитный блок.
Переменный ток не только меняет уровень напряжения, но и будет преобразован в постоянный. Дуга получится ровной и устойчивой, что приведет к снижению разбрызгивания металла и улучшению качества швов. Работать можно, используя электроды любого типа.
Сфера их применения значительно шире: посредством выпрямителей соединяются не только низколегированные стали, но и цветные металлы, чугун, нержавейка (с применением соответствующих электродов). При подключении электродов не стоит забывать о параметре полярности постоянного тока. Некоторые работы следует выполнять на обратной полярности (к примеру, соединение алюминия).
Большинство производителей сократили изготовление агрегатов подобного вида. Но среди профессионалов сварочного дела они пользуются достаточно активно. К недостаткам можно отнести значительный вес, необходимость опыта работы, заметная «просадка» напряжения при проведении работ. Плюсы — небольшая цена, долговечность, хорошее качество швов.
Полуавтоматы
Сварочные аппараты полуавтоматического типа работают в среде инертных либо активных газов. Устроены более сложно, но на удобности пользования этот факт не отражается. Чаще всего их применяют для ремонта кузовов автомобилей, достаточно широко используются и для бытовых нужд, а также в частных хозяйствах.
В состав конструкции входят:
- Трансформатор.
- Выпрямитель.
- Привод, подающий проволоку.
- Газовый баллон.
- Рукав с горелкой.
Элементы свариваются благодаря проволоке, которая плавится в электродуге и располагается в среде защитных газов. Ток регулируется ступенчато, может регулироваться и скорость подачи самой проволоки. Соотношение данных параметров определяет рабочий режим.

В зависимости от модификации полуавтоматы могут работать:
- Исключительно с газом.
- Как с газом, так и без него (можно переключать).
- Без газа.
Если сварка будет происходить без использования газа, следует приобрести специальную проволоку (флюсовую). Ее отличие от обычной в том, что в составе содержится не только металл, но и флюс. Когда горят составляющие флюса, формируется облако из защитного газа, предотвращающее дальнейшее окисление. Кроме того, флюсовые компоненты способствуют приданию металлу необходимых параметров, дуга обретает повышенную стабильность. Здесь не нужно газовых баллонов, но проволока стоит недешево.
При работе с разными металлами применяют разные газы — углекислый при сваривании железа, аргон с углекислотой — при сварке стали, аргон — для алюминия.
Подобные агрегаты отличает хорошая производительность, на выходе получаются качественные швы при соединении разных металлов. К недостаткам можно отнести разбрызгивание металлических частиц и значительный расход материалов.
Инверторы
 Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Использование такой технологии позволило уменьшить размеры трансформатора, повысить качественные свойства дуги, оптимизировать КПД, свести к минимуму разбрызгивание металла.
В состав входят:
- Силовой трансформатор.
- Блок электросхем.
- Дроссель-стабилизатор.
Аппараты для аргонодуговой сварки
Для работы используют специальные вольфрамовые электроды, в качестве защитного газа выступает гелий либо аргон. Устройство составлено из:
-
 источника, обеспечивающего беспрерывное получение тока;
источника, обеспечивающего беспрерывное получение тока; - приспособления для регулировки тока;
- набора горелок, используемых при разном уровне напряжения;
- управляющей схемы для координации сварочных циклов и защиты;
- стабилизирующего устройства для выпрямлений дуги.
Данные агрегаты используют для соединения цветных металлов.
Знание того, каким бывает сварочный аппарат, виды и типы, можно осуществить правильный выбор. Когда в автомастерских или на больших производствах потребуются профессиональные аппараты, то для домашнего мастера вполне хватит небольшого и недорогого устройства.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
{kind=link}
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
{kind=link}
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
{kind=link}
{kind=link}
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Отличие сварочного трансформатора от инвертора
- Сварочные аппараты
- Автоматизация сварки
- Сварочные горелки
- Сварочные материалы
- Расходка для горелок
- Газовая сварка
- Средства защиты сварщика
- Сварочные аксессуары
- Генераторы
- Воздушные компрессоры
- Пуско-зарядные устройства
- Сварочные аппараты
- Сварочные инверторы
- Сварочные выпрямители
- Сварочные аппараты аргонодуговой сварки
- Сварочные аппараты аргонодуговой сварки TIG DC
- Сварочные аппараты аргонодуговой сварки TIG AC/DC
- Сварочные трансформаторы
- Сварочные полуавтоматы
- Плазморезы
- Аппараты для сварки полипропиленовых труб
- Аппараты точечной сварки
- Аппараты контактной сварки
- Трансформаторы контактной сварки
- Сварочные клещи
- Споттеры
- Инструменты для зачистки швов
- Сварочные экструдеры
- Аппараты микроплазменной сварки
- Автоматизация сварки
- Сварочные тракторы
- Станки плазменной резки
- Сварочные вращатели
- Позиционеры для ПНД труб
- Сварочные каретки
- Машины термической резки
- Сварочные горелки
- Горелки для аппаратов аргонодуговой сварки
- Горелки для полуавтоматов
- Плазмотроны
- Сварочные материалы
- Присадочные прутки
- Омедненные присадочные прутки
- Нержавеющие присадочные прутки
- Алюминиевые присадочные прутки
- Медные присадочные прутки
- Сварочная проволока
- Омедненная сварочная проволока
- Нержавеющая сварочная проволока
- Алюминиевая сварочная проволока
- Порошковая сварочная проволока
- Медная сварочная проволока
- Сварочные электроды
- Электроды для резки
- Электроды для сварки стали
- Электроды для сварки нержавейки
- Электроды для сварки алюминия
- Электроды для сварки чугуна
- Электроды для наплавки
- Вольфрамовые электроды
- Вольфрамовые электроды WP
- Вольфрамовые электроды WL-15
- Вольфрамовые электроды WL-20
- Вольфрамовые электроды WT-20
- Вольфрамовые электроды WC-20
- Вольфрамовые электроды WY-20
- Вольфрамовые электроды WZ-8
- Расходка для горелок
- Расходка для горелок MIG-MAG
- Кольца для сварочного полуавтомата
- Пружины для сварочного полуавтомата
- Насадки для сварочного полуавтомата
- Наборы расходки для сварочного полуавтомата
- Сопла для сварочного полуавтомата
- Вставки под наконечник для сварочного полуавтомата
- Изоляторы для сварочного полуавтомата
- Держатели сопла для сварочного полуавтомата
- Наконечники для сварочного полуавтомата
- Гусаки для сварочного полуавтомата
- Диффузоры для сварочного полуавтомата
- Направляющие каналы для сварочного полуавтомата
- Расходка для горелок TIG
- Переходники
- Наборы расходки для TIG сварки
- Сопла для TIG сварки
- Наконечники для TIG сварки
- Диффузоры для TIG сварки
- Насадки для TIG сварки
- Изоляторы для TIG сварки
- Вставки под наконечник для TIG сварки
- Держатели сопла для TIG сварки
- Гусаки для TIG сварки
- Кольца для TIG сварки
- Цанга для TIG сварки
- Держатели цанг для TIG сварки
- Заглушки для TIG сварки
- Соединители быстросъемные
- Штуцеры
- Расходка для плазмотронов
- Сопла для плазмотрона
- Диффузоры для плазмотрона
- Насадки для плазмотрона
- Изоляторы для плазмотрона
- Завихрители для плазмотрона
- Катоды для плазмотрона
- Кожухи для плазмотрона
- Корпуса для плазмотрона
- Шлейфы для плазмотрона
- Циркульные приспособления для плазмотрона
- Поджимные гайки для плазмотрона
- Наборы расходки для плазмотронов
- Охлаждающие трубки для плазмотронов
- Уплотнительные кольца для плазмотрона
- Газовая сварка
- Газовые редукторы
- Редукторы углекислотные
- Редукторы пропановые
- Редукторы кислородные
- Редукторы гелиевые
- Редукторы аргоновые
- Редукторы водородные
- Редукторы ацетиленовые
- Редукторы азотные
- Редукторы аммиачные
- Редукторы метановые
- Редукторы воздушные
- Редукторы комбинированные
- Регуляторы расхода газа (РРГ)
- Регуляторы углекислотные
- Регуляторы аргоновые
- Регуляторы азотные
- Регуляторы комбинированные
- Регуляторы водородные
- Регуляторы гелиевые
- Газовые горелки
- Горелки ацетиленовые
- Горелки пропановые
- Горелки метановые
- Подогреватели газа
- Пламегасители
- Комплекты газовой сварки и резки
- Газовые резаки
- Резаки ацетиленовые
- Резаки пропановые
- Резаки комбинированные
- Резаки бензиновые
- Резаки керосиновые
- Резаки коксовые
- Резаки метановые
- Газовые смесители
- Газовые шланги
- Газовые вентили
- Газовые клапаны
- Газовые бачки
- Газовые рукава
- Средства защиты сварщика
- Сварочные маски
- Сварочные маски-хамелеон
- Сварочные маски с подачей воздуха
- Стекла для сварочных масок
- Блоки подачи воздуха для сварочных масок
- Краги сварщика
- Ботинки сварщика
- Фартуки сварщика
- Коврики сварщика
- Одежда сварщика
- Полотна сварщика
- Шторы сварщика
- Сварочные аксессуары
- Палатки сварщика
- Электрододержатели
- Блоки водяного охлаждения горелки
- Механизмы подачи проволоки
- Панели управления для сварочных аппаратов
- Фаскосниматели
- Фирменные аксессуары
- Антипригарные спреи
- Сварочные тележки
- Приборы и средства для контроля сварных швов
- Шаблоны сварщика
- Радиографическая пленка
- Оборудование сварочного поста
- Сварочные столы
- Клеммы заземления
- Ролики для сварочных полуавтоматов
- Пульты дистанционного управления сварочным аппаратом
- Молотки сварщика
- Печи для прокалки электродов
- Магнитные держатели
- Парные консоли
- Охлаждающие жидкости
- Наборы кабелей для сварочных полуавтоматов
- Наборы для сварки ММА
- Кабели, кабельные разъемы
- Вкладыши для сварки полипропиленовых труб
- Воздушные фильтры
- Адаптеры для сварочных работ
- Зажимы заземления
- Аппараты для заточки вольфрамовых электродов
- Электроды для контактной сварки
- Вытяжное и фильтровальное оборудование
- Генераторы
- Сварочные генераторы
- Бензиновые генераторы
- Дизельные генераторы
- Газовые генераторы
- Аксессуары для генераторов
- Блоки АВР для генераторов
- Комплекты колес для генераторов
- Масла для генераторов
- Силовые удлинители
- Мультитопливные карбюраторы
- Мультитопливные генераторы
- Воздушные компрессоры
- Поршневые компрессоры
- Винтовые компрессоры
- Спиральные компрессоры
- Осушители сжатого воздуха
- Рефрижераторные осушители
- Адсорбционные осушители
- Фильтры сжатого воздуха
- Фильтрующие элементы
- Пуско-зарядные устройства
- Универсальные пуско-зарядные устройства
- Пусковые устройства
- Зарядные устройства
- Стартовые кабели
- Пусковые кабели