Содержание
- Технология ручного способа нанесениядорожек печатной платы
- Сверление отверстий
- Технология нанесения рисунка печатной платыс помощью лазерного принтера
- Травление печатной платы
- Подготовка печатной платы к монтажу радиодеталей
- Для чего нужны печатные платы?
- Печатная плата
- Устройство
- Конструирование
- Изготовление
Технология ручного способа нанесения
дорожек печатной платы
Подготовка шаблона
Бумага, на которой рисуется разводка печатной платы обычно тонкая и для более точного сверления отверстий, особенно в случае использования ручной самодельной дрели, чтобы сверло не вело в сторону, требуется сделать ее более плотной. Для этого нужно приклеить рисунок печатной платы на более плотную бумагу или тонкий плотный картон с помощь любого клея, например ПВА или Момент.

Далее плотная бумага вырезается по контуру приклеенного рисунка и шаблон для сверления готов.
Вырезание заготовки
Подбирается заготовка фольгированного стеклотекстолита подходящего размера, шаблон печатной платы прикладывается к заготовке и обрисовывается по периметру маркером, мягким простым карандашом или нанесением риски острым предметом.

Далее стеклотекстолит режется по нанесенным линиям с помощью ножниц по металлу или выпиливается ножовкой по металлу. Ножницами отрезать быстрее, и нет пыли. Но надо учесть, что при резке ножницами стеклотекстолит сильно изгибается, что несколько ухудшает прочность приклейки медной фольги и если потребуется перепайка элементов, то дорожки могут отслоиться. Поэтому если плата большая и с очень тонкими дорожками, то лучше отрезать с помощью ножовки по металлу.

Приклеивается шаблон рисунка печатной платы на вырезанную заготовку с помощью клея Момент, четыре капли которого наносятся по углам заготовки.

Так как клей схватывается всего за несколько минут, то сразу можно приступать к сверлению отверстий под радиодетали.
Сверление отверстий
Сверлить отверстия лучше всего с помощью специального мини сверлильного станка твердосплавным сверлом диаметром 0,7-0,8 мм. Если мини сверлильного станка в наличии нет, то можно просверлить отверстия маломощной дрелью простым сверлом. Но при работе универсальной ручной дрелью количество переломанных сверл будет зависеть от твердости Вашей руки. Одним сверлом точно не обойдетесь.

Если сверло зажать не удается, то можно его хвостовик обернуть несколькими слоями бумаги или одним слоем наждачной шкурки. Можно на хвостовик намотать плотно виток к витку тонкой металлической проволочки.

После окончания сверления проверяется, все ли просверлены отверстия. Это хорошо видно, если посмотреть на печатную плату на просвет. Как видно, пропущенных отверстий нет.
Нанесение топографического рисунка
Для того, чтобы места фольги на стеклотекстолите, которые будут токопроводящими дорожками, защитить при травлении от разрушения, их необходимо покрыть маской, устойчивой к растворению в водном растворе. Для удобства рисования дорожек, их лучше предварительно наметить с помощью мягкого простого карандаша или маркера.
Перед нанесением разметки нужно обязательно удалить следы клея Момент, которым приклеивался шаблон печатной платы. Так как клей не сильно затвердел, то его легко можно удалить, скатав пальцем. Поверхность фольги так же нужно обязательно обезжирить с помощью ветоши любым средством, например ацетоном или уайт-спиртом (так называется очищенный бензин), можно и любым моющим средством для мытья посуды, например Ферри.

После разметки дорожек печатной платы можно приступать к нанесению их рисунка. Для рисования дорожек хорошо подходит любая водостойкая эмаль, например алкидная эмаль серии ПФ, разведенная до подходящей консистенции растворителем уайт-спиртом. Рисовать дорожки можно разными инструментами – стеклянным или металлическим рейсфедером, медицинской иглой и даже зубочисткой. В этой статье я расскажу, как рисовать дорожки печатных плат с помощью чертежного рейсфедера и балеринки, которые предназначены для черчения на бумаге тушью.
Раньше компьютеров не было и все чертежи чертили простыми карандашами на ватмане и затем переводили тушью на кальку, с которой с помощью копировальных аппаратов делали копии.
Нанесение рисунка начинают с контактных площадок, которые рисуют балеринкой. Для этого нужно отрегулировать зазор раздвижных губок рейсфедера балеринки до требуемой ширины линии и для установки диаметра круга выполнить регулировку вторым винтом отодвинув рейсфедер от оси вращения.
Далее рейсфедер балеринки на длину 5-10 мм наполняется с помощью кисточки краской. Для нанесения защитного слоя на печатную плату лучше всего подходит краска марки ПФ или ГФ, так как она медленно высыхает и позволяет спокойно работать. Краску марки НЦ тоже можно применять, но работать с ней сложно, так как она быстро сохнет. Краска должна хорошо ложиться и не растекаться. Перед рисованием красу нужно развести до жидкой консистенции, добавляя в нее понемногу при интенсивном перемешивании подходящий растворитель и пробуя рисовать на обрезках стеклотекстолита. Для работы с краской удобнее всего ее налить во флакон от маникюрного лака, в закрутке которого установлена кисточка, устойчивая к растворителям.
После регулировки рейсфедера балеринки и получения требуемых параметров линий можно приступить к нанесению контактных площадок. Для этого острая часть оси вставляется в отверстие и основание балеринки проворачивается по кругу.
При правильной настройке рейсфедера и нужной консистенции краски вокруг отверстий на печатной плате получаются окружности идеально круглой формы. Когда балеринка начинает плохо рисовать, из зазора рейсфедера тканью удаляются остатки подсохшей краски и рейсфедер заполняется свежей. чтобы обрисовать все отверстия на этой печатной плате окружностями понадобилось всего две заправки рейсфедера и не более двух минут времени.
Когда круглые контактные площадки на плате нарисованы, можно приступать к рисованию токопроводящих дорожек с помощью ручного рейсфедера. Подготовка и регулировка ручного рейсфедера не отличается от подготовки балеринки.
Единственное, что дополнительно понадобится, так это плоская линейка, с приклеенными на одной из ее сторон по краям кусочками резины, толщиной 2,5-3 мм, чтобы линейка при работе не скользила и стеклотекстолит, не касаясь линейки, мог свободно проходить под ней. Лучше всего подходит в качестве линейки деревянный треугольник, он устойчив и одновременно может служить при рисовании печатной платы опорой для руки.
Чтобы печатная плата при рисовании дорожек не скользила, желательно ее разместить на лист наждачной бумаги, представляющий собой два склепных между собой бумажными сторонами наждачных листа.
Если при рисовании дорожек и окружностей они соприкоснулись, то не стоит принимать никаких мер. Нужно дать краске на печатной плате подсохнуть до состояния, когда она не будет пачкать при прикосновении и с помощью острия ножа удалить лишнюю часть рисунка. Чтобы краска быстрее высохла плату нужно расположить в теплом месте, например в зимнее время на батарею отопления. В летнее время года — под лучи солнца.
Когда рисунок на печатной плате полностью нанесен и исправлены все дефекты можно переходить к ее травлению.
Технология нанесения рисунка печатной платы
с помощью лазерного принтера
При печати на лазерном принтере происходит перенос за счет электростатики образованного тонером изображения с фото барабана, на котором лазерный луч нарисовал изображение, на бумажный носитель. Тонер удерживается на бумаге, сохраняя изображение, только за счет электростатики. Для закрепления тонера бумага прокатывается между валиками, один из которых является термопечкой, разогретой до температуры 180-220°C. Тонер расплавляется и проникает в текстуру бумаги. После остывания тонер отвердевает и прочно удерживается на бумаге. Если бумагу опять нагреть до 180-220°C, то тонер опять станет жидким. Это свойство тонера и используется для переноса изображения токоведущих дорожек на печатную плату в домашних условиях.
После того, как файл с рисуночком печатной платы готов, необходимо его распечатать с помощью лазерного принтера на бумажный носитель. Обратите внимание, изображение рисунка печатной платы для данной технологии должно иметь вид со стороны установки деталей! Струйный принтер для этих целей не подходит, так как работает на другом принципе.
Подготовка бумажного шаблона для переноса рисунка на печатную плату
Если напечатать рисунок печатной платы на обыкновенной бумаге для офисной техники, то из-за пористой ее структуры, тонер глубоко проникнет в тело бумаги и при переносе тонера на печатную плату, большая часть его останется в бумаге. В дополнение будут сложности с удалением бумаги с печатной платы. Придется ее долго размачивать в воде. Поэтому для подготовки фотошаблона необходима бумага, не имеющая пористую структуру, например фотобумага, подложка от самоклеящихся пленок и этикеток, калька, страницы от глянцевых журналов.
В качестве бумаги для печати рисунка печатной платы я использую кальку из старых запасов. Калька очень тонкая и печатать шаблон непосредственно на ней невозможно, она в принтере заминается. Для решения этой проблемы, нужно перед печатью на кусок кальки требуемого размера по углам нанести по капельке любого клея и приклеить на лист офисной бумаги А4.
Такой прием позволяет распечатывать рисунок печатной платы даже на самой тонкой бумаге или пленке. Для того, чтобы толщина тонера рисунка была максимальной, перед печатью, нужно выполнить настройку «Свойств принтера», отключив режим экономной печати, а если такая функция не доступна, то выбрать самый грубый тип бумаги, например картон или что то подобное. Вполне возможно с первого раза хороший отпечаток не получится, и придется немного поэкспериментировать, подобрав наилучший режим печати лазерного принтера. В полученном отпечатке рисунка дорожки и контактные площадки печатной платы должны быть плотными без пропусков и смазывания, так как ретушь на данном технологическом этапе бесполезна.
Осталось обрезать кальку по контуру и шаблон для изготовления печатной платы будет готов и можно приступать к следующему шагу, переносу изображения на стеклотекстолит.
Перенос рисунка с бумаги на стеклотекстолит
Перенос рисунка печатной платы является самым ответственным этапом. Суть технологии проста, бумага, стороной напечатанного рисунка дорожек печатной платы прикладывается к медной фольге стеклотекстолита и с большим усилием прижимается. Далее этот бутерброд разогревается до температуры 180-220°C и затем охлаждается до комнатной. Бумага отдирается, а рисунок остается на печатной плате.
Некоторые умельцы предлагают переносить рисунок с бумаги на печатную плату, используя электроутюг. Я пробовал такой способ, но результат получался нестабильным. Сложно обеспечить одновременно нагрев тонера до нужной температуры и равномерный прижим бумаги ко всей поверхности печатной платы при затвердевании тонера. В результате рисунок переносится не полностью и остаются пробелы в рисунке дорожек печатной платы. Возможно, утюг не достаточно нагревался, хотя регулятор был выставлен на максимальный нагрев утюга. Вскрывать утюг и перенастраивать терморегулятор не хотелось. Поэтому я воспользовался другой технологией, менее трудоемкой и обеспечивающей сто процентный результат.
На вырезанную в размер печатной платы и обезжиренную ацетоном заготовку фольгированного стеклотекстолита приклеил по углам кальку с напечатанным на ней рисунком. На кальку сверху положил, для более равномерного прижима, пяток листиков офисной бумаги. Полученный пакет положил на лист фанеры и сверху накрыл листом такого же размера. Весь этот бутерброд зажал с максимальной силой в струбцинах.
Осталось нагреть сделанный бутерброд до температуры 200°C и остудить. Для нагрева идеально подходит электродуховка с регулятором температуры. Достаточно поместить сотворенную конструкцию в шкаф, дождаться набора заданной температуры и через полчаса извлечь плату для остывания.
Если электродуховки в распоряжении нет, то можно воспользоваться и газовой духовкой, отрегулировав температуру ручкой подачи газа по встроенному термометру. Если термометра нет или он неисправен, то могут помочь женщины, подойдет положение ручки регулятора, при котором пекут пироги.
Так как концы фанеры покоробило, на всякий случай зажал их дополнительными струбцинами. чтобы избежать подобного явления, лучше печатную плату зажимать между металлическими листами толщиной 5-6 мм. Можно просверлить в их углах отверстия и зажимать печатные платы, стягивать пластины с помощью винтов с гайками. М10 будет достаточно.
Через полчаса конструкция остыла достаточно, чтобы тонер затвердел, плату можно извлекать. При первом же взгляде на извлеченную печатную плату становится понятно, что тонер перешел с кальки на плату отлично. Калька плотно и равномерно прилегала по линиям печатных дорожек, кольцам контактных площадок и буквам маркировки.
Калька легко оторвалась практически от всех дорожек печатной платы, остатки кальки были удалены с помощью влажной ткани. Но все, же не обошлось без пробелов в нескольких местах на печатных дорожках. Такое может случиться в результате неравномерности печати принтера или оставшейся грязи или коррозии на фольге стеклотекстолита. Пробелы можно закрасить любой водостойкой краской, маникюрным лаком или заретушировать маркером.
Для проверки пригодности маркера для ретуши печатной платы, нужно нарисовать ним на бумаге линии и бумагу смочить водой. Если линии не расплывутся, значит, маркер для ретуши подходит.
Травить печатную плату в домашних условиях лучше всего в растворе хлорного железа или перекиси водорода с лимонной кислотой. После травления тонер с печатных дорожек легко удаляется тампоном, смоченным в ацетоне.
Затем сверлятся отверстия, лудятся токопроводящие дорожки и контактные площадки, запаиваются радиоэлементы.
Такой вид приняла печатная плата с установленными на ней радиодеталями. Получился блок питания и коммутации для электронной системы, дополняющий обыкновенный унитаз функцией биде.
Травление печатной платы
Для удаления медной фольги с незащищенных участков фольгированного стеклотекстолита при изготовлении печатных плат в домашних условиях радиолюбители обычно используют химический способ. Печатная плата помещается в травильный раствор и за счет химической реакции медь, незащищенная маской, растворяется.
Рецепты травильных растворов
В зависимости от доступности компонентов радиолюбители применяют один из растворов, приведенных в таблице ниже. Травильные растворы расположены в порядке популярности их применения радиолюбителями в домашних условиях.
| Наименование раствора | Состав | Количество | Технология приготовления | Достоинства | Недостатки |
|---|---|---|---|---|---|
| Перекись водорода плюс лимонная кислота | Перекись водорода (H2O2) | 100 мл | В 3% растворе перекиси водорода растворить лимонную кислоту и поваренную соль | Доступность компонентов, высокая скорость травления, безопасность | Не хранится |
| Лимонная кислота (C6H8O7) | 30 г | ||||
| Поваренная соль (NaCl) | 5 г | ||||
| Водный раствор хлорного железа | Вода (H2O) | 300 мл | В теплой воде растворить хлорное железо | Достаточная скорость травления, повторное использование | Невысокая доступность хлорного железа |
| Хлорное железо (FeCl3) | 100 г | Перекись водорода плюс соляная кислота | Перекись водорода (H2O2) | 200 мл | В 3% раствор перекиси водорода влить 10% соляную кислоту | Высокая скорость травления, повторное использование | Требуется высокая аккуратность |
| Соляная кислота (HCl) | 200 мл | ||||
| Водный раствор медного купороса | Вода (H2O) | 500 мл | В горячей воде (50-80°С) растворить поваренную соль, а затем медный купорос | Доступность компонентов | Ядовитость медного купороса и медленное травление, до 4 часов |
| Медный купорос (CuSO4) | 50 г | ||||
| Поваренная соль (NaCl) | 100 г | ||||
Травить печатные платы в металлической посуде не допускается. Для этого нужно использовать емкость из стекла, керамики или пластика. Утилизировать отработанный травильный раствор допускается в канализацию.
Травильный раствор из перекиси водорода и лимонной кислоты
Раствор на основе перекиси водорода с растворенной в ней лимонной кислотой является самым безопасным, доступным и быстро работающим. Из всех перечисленных растворов по всем критериям это лучший.
Перекись водорода можно приобрести в любой аптеке. Продается в виде жидкого 3% раствора или таблеток под названием гидроперит. Для получения жидкого 3% раствора перекиси водорода из гидроперита нужно в 100 мл воды растворить 6 таблеток весом 1,5 грамма.
Лимонная кислота в виде кристаллов продается в любом продуктовом магазине, расфасованная в пакетиках весом 30 или 50 грамм. Поваренная соль найдется в любом доме. 100 мл травильного раствора хватит на удаление медной фольги толщиной 35 мкм с печатной платы площадью 100 см2. Отработанный раствор не хранится и повторному использованию не подлежит. Кстати, лимонную кислоту можно заменить уксусной, но из-за ее едкого запаха травить печатную плату придется на открытом воздухе.
Травильный раствор на основе хлорного железа
Вторым по популярности травильным раствором является водный раствор хлорного железа. Ранее он был самым популярным, так как на любом промышленном предприятии хлорное железо было легко достать.
Травильный раствор не требователен к температуре, травит достаточно быстро, но скорость травления снижается по мере расходования хлорного железа в растворе.
Хлорное железо очень гигроскопично и поэтому из воздуха быстро впитывает воду. В результате на дне банки появляется желтая жидкость. Это не влияет на качество компонента и такое хлорное железо пригодно для приготовления травильного раствора.
Если использованный раствор хлорного железа хранить в герметичной таре, то его можно использовать многократно. Подлежит регенерации, достаточно в раствор насыпать железных гвоздей (они сразу покроются рыхлым слоем меди). При попадании на любые поверхности оставляет трудноудаляемые желтые пятна. В настоящее время раствор хлорного железа для изготовления печатных плат применяют реже в связи с его дороговизной.
Травильный раствор на основе перекиси водорода и соляной кислоты
Отличный травильный раствор, обеспечивает высокую скорость травления. Соляную кислоту при интенсивном помешивании вливают в 3% водный раствор перекиси водорода тоненькой струйкой. Вливать перекись водорода в кислоту недопустимо! Но из-за наличия в травильном растворе соляной кислоты при травлении платы нужно соблюдать большую осторожность, так как раствор разъедает кожу рук и портит все, на что попадает. По этой причине травильный раствор с соляной кислотой в домашних условиях использовать не рекомендуется.
Травильный раствор на основе медного купороса
Метод изготовления печатных плат с применение медного купороса обычно используют в случае невозможности изготовления травильного растворов на основе других компонентов из-за их недоступности. Медный купорос является ядохимикатом и широко применяется для борьбы с вредителями в сельском хозяйстве. В дополнение время травления печатной платы составляет до 4 часов, при этом необходимо поддерживать температуру раствора 50-80°С и обеспечить постоянную смену раствора у стравливаемой поверхности.
Технология травления печатных плат
Для травления платы в любом из вышеперечисленных травильных растворов подойдет стеклянная, керамическая или пластиковая посуда, например от молочных продуктов питания. Если под рукой подходящего размера емкости не оказалось, то можно взять любую коробку из плотной бумаги или картона подходящего размера и выстелить ее внутренность полиэтиленовой пленкой. В емкость наливается травильный раствор и на его поверхность аккуратно рисунком вниз кладется печатная плата. За счет сил поверхностного натяжения жидкости и небольшого веса плата будет плавать.
Для удобства к центру платы клеем момент можно приклеить пробку от пластиковой бутылки. Пробка одновременно будет служить ручкой и поплавком. Но тут есть опасность, что на плате образуются пузырьки воздуха и в этих местах медь не вытравится.
Чтобы обеспечить равномерное вытравливание меди можно положить печатную плату на дно емкости вверх рисунком и периодически покачивать ванночку рукой. Через некоторое время, в зависимости от травильного раствора, начнут появляться участки без меди, а затем медь растворится полностью на всей поверхности печатной платы.
После окончательного растворения меди в травильном растворе печатную плату извлекают из ванночки и тщательно промывают под струей проточной воды. Тонер удаляется с дорожек ветошью, смоченной в ацетоне, а краска хорошо удаляется ветошью, смоченной в растворителе, который добавлялся в краску для получения нужной ее консистенции.
Подготовка печатной платы к монтажу радиодеталей
Следующий шаг, это подготовка печатной платы к монтажу радиоэлементов. После снятия с платы краски, дорожки нужно обработать круговыми движениями мелкой наждачной бумагой. Увлекаться не нужно, потому что медные дорожки тонкие и можно легко их сточить. Достаточно всего нескольких проходов абразивом со слабым прижимом.
Далее токоведущие дорожки и контактные площадки печатной платы покрываются спирто-канифольным флюсом и лудятся мягким припоем эклектическим паяльником. чтобы отверстия на печатной плате, не затягивались припоем, его на жало паяльника нужно брать немного.
После завершения изготовления печатной платы, останется только вставить в предназначенные позиции радиодетали и запаять их выводы к площадкам. Перед пайкой ножки деталей нужно обязательно смочить спирто-канифольным флюсом. Если ножки радиодеталей длинные, то их нужно перед пайкой обрезать бокорезами до длины выступания над поверхностью печатной платы 1-1,5 мм. После окончания монтажа деталей нужно удалить остатки канифоли с помощью любого растворителя — спирта, уайт-спирта или ацетона. Они все успешно растворяю канифоль.
Подробно о технологии пайки на примерах пайки деталей, о марках припоев и флюсов, устройстве и ремонте паяльников Вы можете узнать из цикла статей раздела «Как паять паяльником».
На воплощение этой простой схемы емкостного реле от разводки дорожек для изготовления печатной платы до создания действующего образца ушло не более пяти часов, гораздо меньше, чем на верстку этой страницы.
Для чего нужны печатные платы?
Многие люди при виде печатных плат задумывались, а для чего они нужны, сложны ли они в производстве? И сегодня мы хотим ответить на один из самых распространенных вопросов. И помогут нам в этом специалисты из https://necompany.ru/, которые уже не один год занимаются производством печатных плат.
Зачем они нужны?
На сегодня создание печатных плат и их применение обусловлено рядом преимуществ в работе с электроникой.
Они используются в большинстве бытовых приборов, которые являются частью нашей повседневной жизни:
- В электронике авто.
- В цифровых камерах.
- В медицинской аппаратуре.
- В военной технике.

Назначение печатных плат – установление контакта межсоединений между собой. Благодаря платам можно добиться уменьшения габаритов устройства.
Разновидностей печатных плат много. В частности, если говорить о гибких типах, то они активно используются в космической отрасли, вытеснив другие соединения для электроники.
К тому же, использование плат позволяет сделать устройство в разы дешевле и сократить время его сборки. Во-первых, это вызвано тем, что создание данного соединения — это дешевая процедура. Во-вторых, сбор устройства ускоряется за счет того, что не нужно использовать большое количества проводки.
Обратите внимание: любая ручная сборка включает в себя человеческий фактор. Поэтому при таком типе сборки значительно возрастает количество ошибок. При использовании печатных плат удается снизить количество ошибок, вызванных человеческой халатностью до минимума. При использовании схемы не получится создать элемент, который не будет отвечать заданному проекту.
Также стоит отметить, что такой тип соединений сокращает количество контактов в электронной системе устройства. Любой электротехник подтвердит тот факт, что чем меньше в гаджете соединений, тем он более надежный. В этом случае платы могут полностью заменить проводной монтаж, если площадь покрытия позволяет это выполнить.
С точки зрения рентабельности, проводной монтаж намного сложнее и дороже, чем использование печатных плат.
Требования к платам
По ГОСТ к ним выдвигается два требования:
- Они должны иметь однородную, монолитную диэлектрическую основу.
- Рисунок должен быть четким, без вздутий, лишних линий, разрывов. Не допускается наличие царапин длинной более 6 мм.
Печатная плата
 Печатная плата со смонтированными на ней электронными компонентами.
Печатная плата со смонтированными на ней электронными компонентами. Гибкая печатная плата с установленными деталями объёмного и поверхностного монтажа.
Гибкая печатная плата с установленными деталями объёмного и поверхностного монтажа. Чертеж платы в CAD-программе и готовая плата
Чертеж платы в CAD-программе и готовая плата Две макетных платы для микроконтроллера ATmega8. На левой плате: сверху место для силовых транзисторов, под ним разъём программатора. В центре место для микросхемы, слева от неё — место для кварца. По кромке платы проведены дорожки питания и «земли».
Две макетных платы для микроконтроллера ATmega8. На левой плате: сверху место для силовых транзисторов, под ним разъём программатора. В центре место для микросхемы, слева от неё — место для кварца. По кромке платы проведены дорожки питания и «земли».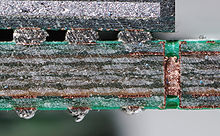 Разрез многослойной печатной платы с микросхемой в корпусе BGA. Сверху видно кремниевый кристалл. Коричневые полоски — медь дорожек и переходного отверстия (англ.)русск.. Зелёные участки — паяльная маска.
Разрез многослойной печатной платы с микросхемой в корпусе BGA. Сверху видно кремниевый кристалл. Коричневые полоски — медь дорожек и переходного отверстия (англ.)русск.. Зелёные участки — паяльная маска.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Печа́тная пла́та (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
Устройство
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твердой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
Виды печатных плат
В зависимости от количества слоёв с электропроводящим рисунком печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика.
- двухсторонние (ДПП): два слоя фольги.
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат
По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах.
По свойствам материала основы:
- Жёсткие
- Теплопроводные
- Гибкие
Печатные платы могут иметь свои особенности в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур) или особенности применения (например, платы для приборов, работающих на высоких частотах).
Материалы
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс.
Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. При этом металлическое основание платы крепится к радиатору.
В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д), и керамика. Такие платы имеют следующие ограничения:
- в керамике обычно невозможно выполнение отверстий, а в ФАФ-4Д — металлизация отверстий;
- сами по себе такие платы не могут быть несущей конструкцией, поэтому используются совместно с подложкой (основанием).
Существуют современные материалы и технологии, позволяющие преодолеть первое ограничение, но не второе.
Гибкие платы делают из полиимидных материалов, таких как каптон.
Конструирование
Конструирование плат происходит в специализированных программах автоматизированного проектирования. Наиболее известны P-CAD, OrCAD, TopoR, Altium Designer, Specctra, Proteus, gEDA, KiCad и др. Сам процесс конструирования в русском языке часто именуют сленговым словом разводка, подразумевая процесс прокладки проводников.
Стандарты
В России существуют стандарты на конструкторскую документацию печатных плат в рамках Единой системы конструкторской документации:
- ГОСТ 2.123-93 «Единая система конструкторской документации. Комплектность конструкторской документации на печатные платы при автоматизированном проектировании»;
- ГОСТ 2.417-91 «Единая система конструкторской документации. Платы печатные. Правила выполнения чертежей».
Другие стандарты на печатные платы:
- ГОСТ Р 53386-2009 «Платы печатные. Термины и определения»;
- ГОСТ Р 53429-2009 «Платы печатные. Основные параметры конструкции». В России данный национальный стандарт задаёт классы точности печатных плат и соответствующие геометрические параметры. Также нормируются основные электрические параметры проводников и диэлектриков. Данный стандарт является переработкой регионального стандарта ГОСТ 23751-86;
- ГОСТ 23752-79 «Платы печатные. Общие технические условия». Стандарт регламентирует технические требования к изготовленным печатным платам, правила приёмки, методы испытаний и др.
Типовой процесс
Рассмотрим типовой процесс проектирования печатной платы по готовой принципиальной электрической схеме:
- Подготовка к проектированию:
- Импорт принципиальной электрической схемы в базу данных САПР печатной платы. Как правило, подготовка схемы выполняется в отдельной схемотехнической САПР. Некоторые пакеты САПР содержат компоненты как схемотехники, так и конструирования. Другие САПР печатных плат не имеют схемотехнического редактора в своём составе, только импортируя электрическую схему популярных форматов.
- Ввод в САПР компонентов (чертежей каждого компонента, расположения и назначения выводов и др). Обычно при этом используются готовые библиотеки компонентов, поставляемые разработчиками САПР.
- Уточнение у будущего изготовителя печатной платы его технологических возможностей (имеющиеся материалы, количество слоёв, класс точности, допустимые диаметры отверстий, возможность покрытий и т. п.). На основании этих данных производится предварительный выбор материала платы, количества слоев металлизации, толщины материала и фольги, класс точности и они же являются исходными данными для конфигурирования DRC (см. ниже) используемыми как для автоматической разводки так и для проверки разведённой платы. Чаще всего оптимален фольгированный стеклотекстолит толщиной 1,5 мм с толщиной фольги 18 или 35 мкм.
- Конструирование платы:
- Определение конструкции печатной платы (контур и габаритные размеры, крепёжные отверстия, максимально допустимая высота компонентов). Вычерчивание габаритов (краёв) платы, вырезов и крепежных отверстий, областей запрета размещения компонентов. Размещение конструктивно-привязанных деталей: разъёмов, индикаторов, кнопок и др. Определение правил расположения критичных проводников: выделение областей прокладки сильноточных проводников и шин питания; компоновка высокочастотных и дифференциальных линий, определение методов прокладки и экранировки чувствительных к помехам цепей и цепей — источников помех.
- Выполнение автоматического или ручного размещения компонентов. Обычно стремятся разместить все компоненты на одной стороне платы, поскольку двусторонний монтаж деталей заметно дороже в производстве.
- Запуск автоматического трассировщика. При неудовлетворительном результате — переразмещение компонентов. Эти два шага зачастую выполняются десятки или сотни раз подряд. В некоторых случаях трассировка печатных плат (отрисовка дорожек) производится вручную полностью или частично.
- Проверка платы на ошибки (DRC, Design Rules Check): проверка на зазоры, замыкания, наложения компонентов и др.
- В некоторых случаях требуется расчёт механических свойств полученной печатной платы: частоты собственного механического резонанса и ударной прочности. При необходимости изменяют опорные точки платы или размещение тяжелых компонентов.
- Создание выходной конструкторской документации:
- Экспорт файла в формат, принимаемый изготовителем печатных плат, например, Gerber;
- Оформление конструкторской документации, согласно действующим стандартам, в которой указаны технические требования для изготовления печатной платы: наименование материала фольгированного основания, диаметры сверления всех типов отверстий, вид переходных отверстий (закрытые паяльной маской или открытые, лужёные), области гальванических покрытий и их тип, цвет паяльной маски и её тип, необходимость маркировки, способ обработки контура плат (фрезеровка или скрайбирование) и т. п. По согласованию с изготовителем требования могут указываться в сопроводительной записке.
Типичные ошибки конструирования
Производители печатных плат часто сталкиваются с неочевидными ошибками конструирования начинающими инженерами. Наиболее типичные ошибки:
- Неверный выбор диаметра сверления отверстий для монтажа компонентов. В процессе изготовления платы часть просвета отверстия уйдет на металлизацию, что может приводить к невозможности нормального монтажа компонента.
- Ошибки в согласовании требуемого размера контура печатной платы с методом его обработки. Разные методы обработки контура требуют соответствующего припуска.
- Ошибки при выборе отдельных размеров проводников, зазоров, отверстий, окантовки отверстий и т. п. Эти размеры определяют класс точности, а, значит, цену и сроки изготовления плат. Даже один элемент с ошибочно малым размером может переквалифицировать класс точности всей платы.
- Неравномерное распределение дорожек, полигонов и точек пайки на крупногабаритных печатных платах может приводить к короблению плат после пайки в печах.
- Отсутствие термозазора вокруг точек монтажа компонентов при подключении к крупным заливкам фольгой (полигонам или широким дорожкам) приводит к затруднениям и браку при пайке: медь является эффективным теплоотводом и затрудняет прогрев места пайки.
- Для плат, подлежащих лакированию, следует учитывать требования к расположению разъемов и других не подлежащих лакированию компонентов. В противном случае растет процент брака при попадании лака на контакты разъемов.
Изготовление
Изготовление ПП возможно аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале путём удаления ненужных участков фольги. В современной промышленности применяется исключительно субтрактивный метод.
Весь процесс изготовления печатных плат можно разделить на четыре этапа:
- Изготовление заготовки (фольгированного материала).
- Обработка заготовки с целью получения нужных электрического и механического вида.
- Монтаж компонентов.
- Тестирование.
Часто под изготовлением печатных плат понимают только обработку заготовки (фольгированного материала). Типовой процесс обработки фольгированного материала состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путём удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки. Для многослойных печатных плат добавляется прессование конечной платы из нескольких заготовок.
Изготовление фольгированного материала
Фольгированный материал — плоский лист диэлектрика с наклеенной на него медной фольгой. Как правило, в качестве диэлектрика используют стеклотекстолит. В старой или очень дешёвой аппаратуре используют текстолит на тканевой или бумажной основе, иногда именуемый гетинаксом. В СВЧ-устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наибольшее распространение получила толщина 1,5 мм.
На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz.
Алюминиевые печатные платы
Светодиод на алюминиевой печатной плате
Отдельную группу материалов составляют алюминиевые металлические печатные платы. Алюминиевые платы часто используются, когда требуется отводить тепло через поверхность платы, например — в светодиодных светильниках. Их можно разделить на две группы.
Первая группа — решения в виде листа алюминия с качественно оксидированной поверхностью, на которую наклеена медная фольга. Такие платы нельзя сверлить, поэтому обычно их делают только односторонними. Обработка таких фольгированных материалов выполняется по традиционным технологиям химического нанесения рисунка. Иногда вместо алюминия применяют медь или сталь, ламинированные тонким изолятором и фольгой. Медь имеет бо́льшую теплопроводность, нержавеющая сталь платы обеспечивает коррозионную стойкость.
Вторая группа подразумевает создание токопроводящего рисунка непосредственно в алюминии основы. Для этой цели алюминиевый лист оксидируют не только по поверхности, но и на всю глубину основы согласно рисунку токопроводящих областей, заданному фотошаблоном.
Обработка заготовки
Получение рисунка проводников
При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами.
В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях, так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат, однако он дороже. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотохимическом процессе.
В любительских условиях защитный слой в виде лака или краски может быть нанесен шелкотрафаретным способом или вручную. Радиолюбители для формирования на фольге травильной маски применяют перенос тонера с изображения, отпечатанного на лазерном принтере («лазерно-утюжная технология»).
Под травлением фольги понимают химический процесс перевода меди в растворимые соединения. Незащищенная фольга травится, чаще всего, в растворе хлорного железа или в растворе других химикатов, например медного купороса, персульфата аммония, аммиачного медно-хлоридного, аммиачного медно-сульфатного, на основе хлоритов, на основе хромового ангидрида. При использовании хлорного железа процесс травления платы идет следующим образом: FeCl3+Cu → FeCl2+CuCl. Типовая концентрация раствора 400 г/л, температура до 35 °C. При использовании персульфата аммония процесс травления платы идет следующим образом: (NH4)2S2O8+Cu → (NH4)2SO4+CuSO4.
После травления защитный рисунок с фольги смывается.
Механический способ
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
Лазерная гравировка
До недавнего времени лазерная гравировка печатных плат была слабо распространена в связи с хорошими отражающими свойствами меди на длине волны наиболее распространённых мощных газовых СО лазеров. В связи с прогрессом в области лазеростроения сейчас начали появляться промышленные установки прототипирования на базе лазеров.
Металлизация отверстий
Переходные и монтажные отверстия могут сверлиться, пробиваться механически (в мягких материалах типа гетинакса) или прожигаться лазером (очень тонкие переходные отверстия). Металлизация отверстий обычно выполняется химическим или, реже, механическим способом.
Механическая металлизация отверстий выполняется специальными заклепками, пропаянными отрезками провода или заливкой отверстия токопроводящим клеем (отверждаемой пастой). Механический способ дорог в производстве и потому применяется крайне редко, обычно — в высоконадежных штучных решениях, специальной сильноточной технике или радиолюбительских условиях при штучном исполнении.
При химической металлизации в фольгированной заготовке сначала сверлятся отверстия, затем они металлизируются осаждением меди и только потом производится травление фольги для получения рисунка печати. Химическая металлизация отверстий — многостадийный сложный процесс, чувствительный к качеству реактивов и соблюдению технологии. Поэтому в радиолюбительских условиях практически не применяется. Упрощенно состоит из таких этапов:
- Нанесение на диэлектрик стенок отверстия проводящей подложки. Эта подложка очень тонкая, непрочная. Наносится химическим осаждением металла из нестабильных соединений, таких как хлорид палладия.
- На полученную основу производится электролитическое или химическое осаждение меди.
- В конце производственного цикла для защиты довольно рыхлой осаждённой меди применяется либо горячее лужение, либо отверстие защищается лаком (паяльной маской). Нелуженые переходные отверстия низкого качества являются одной из самых частых причин отказа электронной техники.
Прессование многослойных плат
Многослойные платы (с числом слоев проводников более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоев пакета — их на этом этапе оставляют с нетронутой фольгой). Их собирают «бутербродом» со специальными прокладками (препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоев. Поскольку толщина меди во внешних слоях увеличивается на величину гальванически осаждённой меди при металлизации переходных отверстий, это накладывает дополнительные ограничения на ширину дорожек и зазоров между ними.
Переходные отверстия в таких многослойных платах могут также делаться до прессования. Если отверстия делаются до прессования, то можно получать платы с так называемыми «глухими» и «слепыми» отверстиями (когда отверстие есть только в одном слое «бутерброда»), что позволяет уплотнить компоновку для сложных плат. Себестоимость производства в этих случаях ощутимо возрастает, что требует разумного компромисса в проектировании такого рода плат.
Нанесение покрытий
Возможны такие покрытия, как:
- Защитно-декоративные лаковые покрытия («паяльная маска»). Обычно имеет характерный зелёный цвет. При выборе паяльной маски следует учитывать, что некоторые из них непрозрачны и под ними не видно проводников.
- Декоративно-информационные покрытия (маркировка). Обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
- Лужение проводников. Защищает поверхность меди, увеличивает толщину проводника, облегчает монтаж компонентов. Обычно выполняется погружением в ванну с припоем или волной припоя. Основной недостаток — значительная толщина покрытия, затрудняющая монтаж компонентов высокой плотности. Для уменьшения толщины излишек припоя при лужении сдувают потоком воздуха.
- Химические, иммерсионные или гальванические покрытия фольги проводников инертными металлами (золотом, серебром, палладием, оловом и т. п.). Некоторые виды таких покрытий наносятся до этапа травления меди.
- Покрытие токопроводящими лаками для улучшения контактных свойств разъемов и мембранных клавиатур или создания дополнительного слоя проводников.
После монтажа печатных плат возможно нанесение дополнительных защитных покрытий, защищающих как саму плату, так и пайку и компоненты.
Механическая обработка
На одном листе заготовки зачастую помещается множество отдельных плат. Весь процесс обработки фольгированной заготовки они проходят как одна плата, и только в конце их готовят к разделению. Если платы прямоугольные, то фрезеруют несквозные канавки, облегчающие последующее разламывание плат (скрайбирование, от англ. scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
См. также: ГОСТ 23665-79 Платы печатные. Обработка контура. Требования к типовым технологическим процессам.
По типовому техпроцессу отделение плат от заготовки происходит уже после монтажа компонентов.
Монтаж компонентов
Пайка является основным методом монтажа компонентов на печатные платы. Пайка может выполняться как вручную паяльником, так и с помощью специально разработанных технологий групповой пайки.
Установка компонентов
Установка компонентов может выполняться как вручную, так и на специальных автоматах-установщиках. Автоматическая установка уменьшает вероятность ошибки и значительно ускоряет процесс (лучшие автоматы устанавливают несколько компонентов в секунду).
Пайка волной
Основные статьи: Пайка волной, Монтаж в отверстия
Основной метод автоматизированной групповой пайки для выводных компонентов. С помощью механических активаторов создается длинная волна расплавленного припоя. Плату проводят над волной так, чтобы волна едва коснулась нижней поверхности платы. При этом выводы заранее установленных выводных компонентов смачиваются волной и припаиваются к плате. Флюс наносится на плату губчатым штемпелем.
Пайка в печах
Основная статья: Поверхностный монтаж
Основной метод групповой пайки планарных компонентов. На контактные площадки печатной платы через трафарет наносится специальная паяльная паста (порошок припоя в пастообразном флюсе). Затем устанавливаются планарные компоненты. Затем плату с установленными компонентами подают в специальную печь, где флюс паяльной пасты активизируется, а порошок припоя плавится, припаивая компонент.
Если такой монтаж компонентов выполняется с двух сторон, то плата подвергается этой процедуре дважды — отдельно для каждой стороны монтажа. Тяжелые планарные компоненты устанавливаются на капельки клея, которые не позволяют им упасть с перевернутой платы во время второй пайки. Легкие компоненты удерживаются на плате за счёт поверхностного натяжения припоя.
После пайки плату обрабатывают растворителями с целью удаления остатков флюса и других загрязнений, либо, при использовании безотмывочной паяльной пасты, плата готова сразу для некоторых условий эксплуатации.
Финишные покрытия
После пайки печатную плату с компонентами покрывают защитными составами: гидрофобизаторами, лаками (например, УР-231), средствами защиты открытых контактов. В отдельных случаях для работы платы в условиях сильных вибраций плата может быть целиком залита в резиноподобный компаунд.
Испытания и контроль
Для массового промышленного производства печатных плат разработаны автоматизированные методы контроля качества.
При контроле правильности монтажных соединений, осуществляют проверку электрических соединений на отсутствие обрывов или замыканий между ними.
При контроле качества монтажа электронных компонентов применяют оптические методы контроля. Оптический контроль качества монтажа выполняется с помощью специализированных стендов с видеокамерами высокого разрешения. Стенды встраиваются в технологическую линию на этапах:
- контроля рисунка проводников, контура печатной платы и диаметров отверстий.
- контроля равномерности и дозировки нанесения паяльной пасты.
- контроля точности установки компонентов.
- контроля результатов пайки (оплавления припоя или пайки волной). Типовые дефекты пайки, выявляемые оптическими системами:
- Смещение компонентов в процессе пайки.
- Короткие замыкания.
- Недостаток и избыток припоя.
- Коробление печатных плат.