Содержание
Общая информация
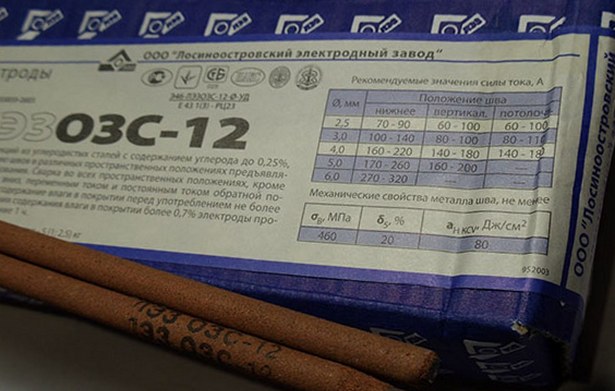
Электроды ОЗС 12 — одни из самых популярных на рынке. Стержни этой марки выпускают самые разнообразные производителя. Среди наиболее достойных представителей выделим компанию «Спецэлектрод», «ЛЭЗ» и «ESAB». При этом электроды ЛЭЗ или электроды ESAB ОЗС 12 не сильно отличаются по качеству, так что можете приобретать упаковку одного из этих производителей.
Технические характеристики схожи с аналогами, такими как МР-3 или АНО-21. В качестве основы используется присадочная стальная проволока, которая имеет толстое рутиловое покрытие. Рутиловое покрытие обеспечивает устойчивость горения дуги и улучшает качество сварного соединения. Сами электроды изготавливаются согласно ГОСТам №9466-75 и №9467-75. Проверяйте наличие этих данных на упаковке.
По умолчанию уровень влажности у электродов не должен превышать 0.7%. Конечно, вы не сможете самостоятельно убедиться в этом, так что просто не покупайте стержни в полуподвальном магазине. Также рекомендуем перед сваркой прокаливать электроды в печи. Для марки ОЗС-12 оптимальная температура прокалки — 150-180 градусов. Время прокалки — около получаса.
Электроды ОЗС 12 предназначены для сварки различных типов сталей. Как низколегированных, так и углеродистых. Средний расход электродов на 1 килограмм металла составляет около 1.6 кг. Этот показатель можно считать оптимальным. Пользоваться стержнями ОЗС 12 очень удобно, они прочные и долговечные. Но только при соблюдении условий хранения.
Читайте также: Выбор марки электродов для РДС
Применение
Чтобы получить качественное соединение, необходимо соблюдать некоторые правила. Прежде всего, рекомендуем в любом случае прокалить электроды перед сваркой. Даже если вы уверены, что они хранились правильно. Лишние полчаса прокалки уже существенно улучшат качество готового соединения. Также отметим, что необязательно варить на короткой дуге, как в случае с другими марками. Можно использовать удлиненную дугу. Это большое преимущество для новичков. Ведь длинная дуга позволяет открыто наблюдать за процессом сварки.
Марка ОЗС-12 во многом универсальна. С помощью таких электродов удается добиться отличного качества шва при сварке самых разнообразных металлов. Вы не должны испытывать проблемы ни при сварке цветных металлов, ни при сварке сталей. Если что-то идет не так, проверьте правильность настройки режима сварки. Рекомендуем выполнять сварку, установив обратную полярность. Можно использовать и постоянный, и переменный ток. Тут ограничений нет.
Выше мы писали, что электродами ОЗС-12 можно варить, подключив аппарат к бытовой электросети. Это действительно так, но убедитесь, что диаметр электродов не слишком большой. Также новички могут спокойно варить на малом значении силы тока, поскольку марка ОЗС-12 позволяет это делать.
Маркировки и особенности электродов ОЗС
Среди электродов общего назначения, используемых для сварки низкоуглеродистых и малолегированных сталей, одни из самых распространенных — это электроды марки ОЗС-12. Помимо них в группу ОЗС входит еще два десятка моделей, имеющих такое же рутиловое покрытие и относящихся к типам от Э42 до Э60. Нанесенное на стержень из сварочной проволоки рутиловое покрытие защищает сварной шов от шлаков и продуктов горения. Оно почти наполовину состоит из минерала рутила (природной двуокиси титана), остальная часть приходится на раскисляющие, стабилизирующие и прочие добавки, а также связующие компоненты.
{kind=link}
Кроме рутилового покрытия, группа ОЗС имеет ряд других общих характеристик. Практически все они работают как на переменном, так и на постоянном сварочном токе, а их временное сопротивление разрыву лежит в диапазоне от 420 до 520 МПа на кв. мм (за исключением нескольких специализированных моделей). Также можно отметить, что большинство электродов этой группы не предназначено для вертикальной сварки с ориентацией сверху вниз, хотя есть и исключения (к примеру, электроды марки ОЗС-3 можно использовать только в нижнем положении).
Маркировки электродов ОЗС
Порядок кодировки отдельных марок электродов для ручной электродуговой сварки регламентируется ГОСТ 9467–75, и электроды ОЗС в данном случае не являются исключением. Кодовая маркировка состоит из двух строк, расположенных в виде дроби. В верхней указывают обозначение типа по физическим качествам сварного соединения, марку, размерные характеристики и назначение. А в нижней — различные сварочно-технические и технологические параметры. К примеру, обозначение электродов марки ОЗС-4 выглядит так:
{kind=link}
Рисунок 2 — Обозначение электродов марки ОЗС-4Здесь Э46 обозначает, что металл шва или наплавки имеет прочность на разрыв около 460 МПа. Далее следуют другие нормированные физические характеристики:
- ОЗС-4 — название марки изделия;
- Ø — диаметр маркирован отдельно (в этой позиции может также стоять значение в мм);
- У — предназначен для сварки низкоуглеродистых и малолегированных сталей;
- Д — код толщины покрытия, выраженный частным от деления диаметра обмазки к диаметру стержня (четыре диапазона значений); тип Д является толстым покрытием с величиной этого отношения 1,45÷1,8.
Рисунок 3 — Упаковка электродов ОЗС-4
{kind=link}
Во второй строке содержатся следующие кодировки:
- E (латинская) — международный код для плавящихся электродов с покрытием;
- 430(3) — индекс для определения по ГОСТовским таблицам предельных характеристик шовного металла;
- Р — тип покрытия (в данном случае рутиловое);
- 2 — код разрешенной ориентации при сварке, данная цифра означает «все, кроме вертикального сверху вниз»;
- 5 — использование на постоянном на токе прямой полярности.
Данная система обозначений применяется только по отношению к электродам, которые используют для сталей. Модели, применяемые при сварке цветных металлов и их сплавов, имеют другой порядок маркировки.
Технические характеристики электродов ОЗС
При оценке технических возможностей группы ОЗС пользуются показателями, которые являются традиционными для всех сварочных технологий. В первую очередь это вид и диапазон сварочного тока, допустимые пространственная ориентация, физические показатели шовного металла, производительность, расход и т. п. К особенностям группы также можно отнести высокую гигроскопичность рутилового покрытия, что требует обязательного прокаливания перед началом сварочного процесса. В таблице ниже приведены технические параметры нескольких популярных электродов этой группы.
| Технические характеристики / Марка | ОЗС-3 | ОЗС-4 | ОЗС-12 |
|---|---|---|---|
| Пространственное положение | Нижнее | Все, кроме верт. сверху вниз | Все |
| Вид напряжения | перем./ пост.+ | перем./ пост.+ | перем./ пост.+ |
| Тип по ГОСТ | Э46 | Э46 | Э46 |
| Ток (для Ø 3 мм) (А) | 150÷210 | 70÷120 | 70÷130 |
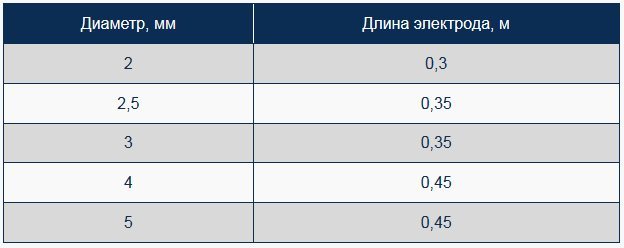
| Диаметры (мм) | 3,0; 4,0; 5,0 | 3,0; 4,0; 5,0 | 2,0; 2,5; 3,0; 4,0; 5,0 |
| Кол-во в 1 кг (для Ø 3 мм) (шт.) | 20 | 38 | 36 |
| Производительность наплавки (кг/ч) | 3.3 | 1.4 | 1.2 |
| Расход на 1 кг наплавки (кг) | 1.3 | 1.6 | 1.7 |
| Покрытие | рутил | рутил | рутил |
| Температура и время прокалки (º/час.) | 150÷170/1,0 | 120÷160/1,0 | 150÷180/0,5 |
| Технологические особенности | Сварка короткой и сверхкороткой дугой | Возм. сварка удлиненной дугой. | Возм. сварка удлиненной дугой. |
Необходимо отметить, что один из ведущих производителей этой продукции «Спецэлектрод» прямо указывает, что более новым и лучшим по характеристикам аналогом электродов марки ОЗС-4 является ОЗС-12.
Преимущества и недостатки
При использовании электродов ОЗС в соответствии с их назначением (т. е. для сварки низкоуглеродистых и малолегированных сталей) и с соблюдением предъявляемых технических требований они демонстрируют ряд преимуществ перед изделиями с другими типами покрытий:
{kind=link}
- практически полное отсутствие пористости металла сварочного шва (вне зависимости от длины дуги);
- вероятность образования горячих трещин ниже, чем у марок с кислотным покрытием;
- незначительное количество шлаковой корки и ее легкое отделение;
- минимальное разбрызгивание металла;
- покрытие почти не содержит вредных веществ, воздействующих на сварщика.
Электроды ОЗС отлично справляются с работой по ржавчине, грунтовке и даже остаткам краски. Кроме того, возможно ведение сварочных работ на влажных поверхностях. При этом сварочная дуга обладает уверенным поджигом, стабильностью и легкой возобновляемостью.
Ограниченную область применения ОЗС нельзя отнести к их изъянам, ведь они изначально создавались только для работы с определенными видами сталей. А вот реальными недостатками этой группы электродов можно назвать гигроскопичность материала оболочки и зависимость их свойств от влажности. Обязательное прокаливание перед использованием ограничивает сферу их применения, так как его не всегда возможно сделать. Это дополнительная технологическая операция, причем достаточно длительная.
Область применения
Помимо сварки различных конструкций из профильного и листового металлопроката из углеродистых и низколегированных сталей, электроды ОЗС применяют при ремонте различных трубопроводов, особенно когда невозможно осушить их внутреннюю поверхность. Еще одна широко применяемая функция этих электродов — сварка потолочных швов. Кроме того, как уже говорилось, они незаменимы при работе по корродированным и загрязненным поверхностям.
Электроды ОЗС-12 толщиной 2÷2.5 мм имеют довольно низкий рабочий ток (до 30–50 А) и поэтому вполне могут использоваться со сварочными аппаратами, запитанными от бытовой электросети. Единственная проблема в этом случае связана с их прокаливанием (или хотя бы сушкой). Если у кого-нибудь есть ответ на этот вопрос, поделитесь, пожалуйста, в комментариях к этой статье.
Марка расходников разрабатывалась для работы с углеродистой сталью. Изделие облегчает процесс соединения деталей. Особенно хорошо сварочные электроды ОЗС-12 справляются со стыками трубопроводов, что относят к одной из самых сложных работ.
Преимущества использования
Относительно других марок данные электроды имеют целый ряд преимуществ, важнейшим из которых считается высококачественная сварка при помощи токов малой мощности. Такая возможность упрощает процесс соединения деталей, поскольку работая стержнями с малым диаметром можно пользоваться трансформаторами, подключаемыми к обычной бытовой сети.
Отлично показывает себя изделие при сварке таврового соединения. Электродом создается аккуратный вогнутый шов, обладающий высокими прочностными характеристиками.
ОЗС-12 не имеют особых требований к поверхности, поэтому хорошо работают даже с элементами, покрытыми остатками ржавчины. Сталь можно варить практически при любых условиях, что также является несомненным плюсом.
Специалисты рекомендуют варить, используя удлиненную дугу, что позволит лучше раскрыть потенциал расходников. Если материал долго хранился требуется провести сушку и прокаливание. Прокалку проводят при температуре 150-180° C.
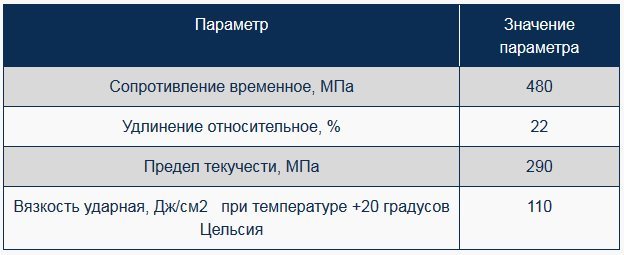
Благодаря высокому сопротивлению на разрыв обеспечивается высококачественная эксплуатация готового изделия. В случае статичных нагрузок это является основным показателем качества шва. Кроме того необходимо внимательно изучить ударную вязкость, а также пластичность. В этом случае изготовитель пришел к универсальному решению, поскольку сталь, содержащая углерод применяется в различных сферах промышленности, а также часто применяется в быту. Именно эти показатели позволяют ОЗС-12 оставаться настолько популярными.
В случае необходимости повторного розжига, это выполняется довольно просто, что выгодно отличает электроды ОЗС-12 от прочих марок подобного типа. Сварочная дуга обладает достаточной устойчивостью, что обеспечивается рутиловым покрытие. В процессе сварки практически не выделяются вещества, которые могут оказать негативное влияние на здоровье рабочего. В конце работы получается прочный, устойчивый к усталости шов, независимо от используемого тока.
Технические характеристики
Из описания электродов ОЗС-12 следует, что они разрабатывались для работы с элементами ответственных конструкций из углеродистой стали и обладают следующими параметрами:
- рутиловое покрытие;
- производительность: 1,2 кг/ч (диаметр 4 мм);
- коэффициент наплавки: 8,5 г/А*ч;
- расход: 1,7 кг (на 1 кг наплавленного металла);
- ток: AC/DC.
Характеристики шва:
Химический состав характеристики наплавленного металла:

Параметры и сварочный ток:

Размеры:
Особенности ОЗС-12
- Сварка может проводиться в любом положении.
- Работа ведется постоянным или переменным током прямой полярности.
- Варить можно даже при наличие небольшого количества ржавчины на элементах.
- Технические характеристики электродов ОЗС-12 позволяют создать прочное и долговечное соединение.
- Рутиловое покрытие позволяет исключить появление пор при работе с окисленными поверхностями, а также защитить металл от шлака и окислительных процессов.
- Обеспечивается плавное соединение шва с основным металлом конструкции.
- Полученное соединение обладает высокой прочностью к усталости, благодаря чему обеспечивается возможность использования ОЗС-12 для соединения ответственных конструкций, швы которых постоянно находятся под нагрузкой.
- В процессе эксплуатации расходников они практически не выделяют ядовитых веществ, а сварочная дуга обладает высокой устойчивостью.
- Электрод обеспечивает простоту розжига дуги даже в случае повторной необходимости.
- Обеспечиваются достаточно высокие прочностные характеристики шва при сварке таврового профиля.
- Данную марку можно использовать при сварке элементов токами максимально низких значений.
- Электроды небольшого сечения позволяют работать даже с бытовыми источниками питания.
- Возможно ведение сварочных работ с применением удлиненной дуги.
- Перед применением требуется обязательная получасовая прокалка при температурах от 150 до 180° C.
Видео:
Отзывы пользователей
Отзывы об электродах ОЗС-12 крайне положительные. Профессиональные сварщики и домашние мастера отмечают высокое качество изделия, отсутствие шлака.
Многими сварщиками замечено, что изделия хорошо работают на окислившихся поверхностях с неполным удалением ржавчины. Также электроды отлично справляются с металлом, который перед сваркой был окрашен.

Электроды отлично удерживают дугу, что позволяет начинающим и не опытным сварщикам качественно выполнить работу. Работать с расходниками приятно, они легко поджигают и удерживают упругую ровную дугу. Электрод можно сгибать под любым углом, при этом он не осыпается, что позволяет работать с труднодоступными местами.
К приятным моментам также относят одинаково высокое качество изготовления на протяжении всей длины изделия. Таким образом нет разницы целым стержнем ведется сварка или его остатком, что нельзя сказать про другие марки расходников.
Ведь многие знают, что некоторые марки электродов в начале процесса сварки залипают, к середине разогреваются и варят нормально, а к концу их приходится преждевременно заменять на новые.
Алексей, 57 лет, г. Таганрог:
«Монтировали газовые счетчики, приходилось постоянно брать разные электроды. Последнее время стали брать ESAB ОЗС-12. Очень порадовали! Не нужно постоянно ловить дугу, легкого прикосновения к металлу достаточно. Понравилось что они не шлакуют, как другие марки. Даже после того, как пролежали зимой в холодном сыром подвале, отлично зажигались. 200-амперный сварочный аппарат легко варит даже четверткой. Отличные электроды!»
Сергей, 34 года, г. Иркутск:
«Хорошие электроды, подойдут на любой сварочный аппарат, отлично варят и не крошатся. Не нужно зачищать детали перед сваркой, но ржавчину и окисление все-таки лучше убрать. Не всем нравится данная марка, но большинство склоняется именно к ней, поскольку она давно применяется в производственных работах и на различных строительных в быту. Покупал орловские, Ø 3,0 мм,, цена 85 руб/кг. «
Видео:
P.S. Оставляйте отзывы на электроды ОЗС-12.
