Содержание
- Критерии выбора электродов
- Преимущества популярных марок электродов
- Различия электродов по маркам и диаметру
- Классификация сварочных электродов
- Выбор изделий в соответствии с другими параметрами
- Электроды зарубежных производителей
- Чем руководствоваться при выборе электродов
- Критерии отбора
- Особенности национального производства
- Семерка самых качественных и популярных электродов
- Что входит в состав электрода
- Основные параметры и характеристики
- Самые распространенные марки электродов российского производства
- Импортные сварочные электроды
- Как выбрать электрод
- Где используется переменный ток
- Виды обмазок для электродов
- Лучшие модели
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
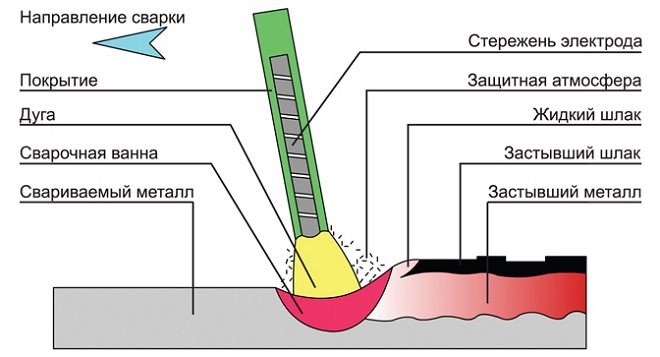
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
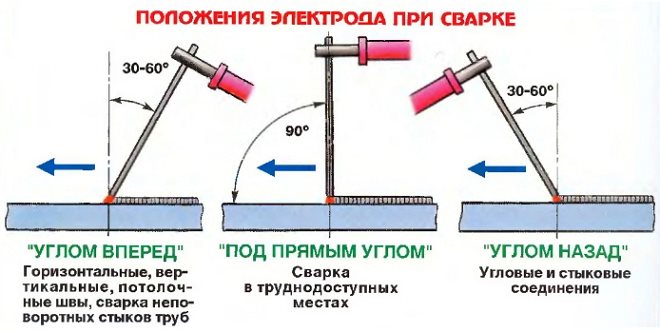
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.
Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
Виды сварочной дуги при сварке электродами
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств — от легкости розжига до качества шва — является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе — рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным — можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали — это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Особенности национального производства
В предлагаемый обзор попали электроды, предназначенные для ручной сварки, которыми можно работать по низколегированным и углеродистым сталям. В составлении обзора учитывались публикации в специализированных российских журналах, а также отзывы, которые оставляют на профессиональных страничках пользователи данной продукцией.
Критерии отбора оказались несложными, так как производителей стабильно качественных электродов в России пока не столько, сколько требуется, чтобы оптимально наполнить рынок.
Выводы экспертов неутешительны, но очень реалистичны: российские производители до сих проигрывают своим иностранным коллегам в большинстве опций выпускаемой продукции.
Но есть и положительные результаты. До некоторых импортных аналогов по уровню качества наши электроды уже поднялись. Это касается внешнего вида и качественной стабильности. Но такие результаты достигнуты только на предприятиях, находящихся в совместной собственности. Понятно, что это тот же европейский или азиатский производитель, но работающий на территории России.
Семерка самых качественных и популярных электродов
Вот как выглядит семерка лучших электродов российского производства по указанной группе сварки:
Для того чтобы получить нужный результат от электрической сварки с помощью инвертора, а полученный шов не подводил в своей качественности и долговечности, следует определиться какие электроды лучше для инвертора. Современный рынок предлагает покупателю огромный ассортимент электродов и выбрать лучший вариант очень непросто.
Данный аппарат для сваривания элементов не является новинкой технической конструкции, но постоянно модернизируется для улучшения собственных показателей. Инверторы уже давно изжили использующиеся раннее трансформаторные агрегаты и представляют собой недорогостоящую и простую в эксплуатации техническую конструкцию. С его помощью можно добиться и оперативности в сварке любой металлической конструкции.
Сварочный инвертор состоит из:
- Управленческого центра;
- Преобразователя высоких частот;
- Силового выпрямителя;
- Фильтра сетей.
Главное преимущество данного агрегата в качестве швов, которое будут значительно лучше, чем при использовании трансформаторных агрегатов и подачи постоянного тока. Можно также отметить и экономию электроэнергии, мобильность аппарата и доступность для перевозки и работы в любых местах.
Основным элементом инверторной сварки являются электроды. Определить качественный и наиболее подходящий электрод может только профессионал с большим опытом работы и соответствующей квалификацией. Для остальных это становится серьезной проблемой, поэтому рассмотрим, как выбрать электрод для сварки.
Что входит в состав электрода
Электроды для инвертора состоят из металлического сердечника, а также необычного покрытия (обмазка). В процессе работы инвертором сердечник будет плавиться, а обмазка защитит шов от окисления. Покрытие наносят методом прессовки, и позволит дуге гореть более устойчиво. В зависимости от типа сварки и целей, которые вы ставите, выделяют 4 вида покрытия.
- Основное (универсальное);
- Целлюлозное (сварка при постоянном токе);
- Рутиловое (характеризуется низким разбрызгиванием металла и будет подходить для обоих видов тока);
- Кислое (токсичное, для хорошо проветриваемых помещений).

Маркировка обмазки
Выбранные изделия с основным покрытием следует применять тогда, когда вы хотите увидеть швы на конструкции с отличной ударной выдержкой и идеальной пластичностью. Кроме того, при работе с основным покрытием вы можете рассчитывать на отсутствие кристаллизации швов и эксплуатацию конструкции в экстремальных климатических условиях. Главный недостаток – формирование пор в шве, на окраинах конструкций, которые соединяются, если при сварке на них будет находиться ржавчина или влага.
Рутиловое покрытие идеально подойдёт для соединения низкоуглеродистой стали. Такое покрытие обеспечит легкую шлакоотделяемость, отличный визуальный эффект швов, хорошее сваривание поверхностей с загрязнениями и ржавчиной.
Основные параметры и характеристики
Следует знать, что все электроды подразделяются на две больших группы: используемые для соединения ответственных металлических конструкций и обычных. По своему предназначению подразделяются на следующие типы:
- Используемые для сварки стали различных характеристик и составов;
- Электроды для выполнения наплавки и ремонтных работ любого характера;
- Для варки углеродистой и низколегированной стали;
- Сплавов с устойчивыми к теплу свойствами;
- Работа с высоколегированной сталью;
- Сварка чугуна и его сплавов.
Различными бывают электроды для сварки и по длине диаметру. Этот параметр оказывает большое влияние на процесс сварки. Чем больше диаметр, тем большую толщину металла вы сможете охватить, но при этом понадобится больший расход тока. Самый популярный размер диаметра – 2,5 мм. Это объясняется универсальностью и подходит для домашних работ. В широкой продаже можно выбрать любой подходящий диаметр или заказать в магазине.
После выбора диаметра, необходимо определится с током. Следует помнить, что эти два показателя очень взаимосвязаны и их знание пожжет вам разобраться с тем, как выбрать электроды. Сильным током можно прожечь насквозь металл, а низкий – не даст образовать дугу.
Род тока и его полярность – очень важные параметры для осуществления сварочных операций.
Инверторы подключается к заготовке и электроду по схеме прямой или обратной полярности, так как преимущественно вырабатывают постоянный ток.
Обратная полярность будет более подходящей при выполнении сварки тонколистового металла. Можно выбирать диаметр электрода и наиболее подходящую силу тока.
Существенной разницы в выборе электродов для инвертора и трансформаторного типа сварки нет. В первую очередь, чтобы выбрать для сварки лучший электрод, следует обращать внимание на коэффициент наплавки, упаковку (обязательно удостоверьтесь в оригинальности), хранение, расход, а также проверить сертификат качества и лицензию производителя.
Коэффициент наплавки определяется соотношением содержания в стержне полезного (чистого) металла. Популярные марки не всегда могут похвастаться высокими показателями. При нарушении транспортировки, срока и места хранения стержней, портится качество материала.
Самые распространенные марки электродов российского производства
Существует много марок, которые отличаются по процессу применения, исходу работы, а так же её характеру. Знание подобных характеристик поможет вам выбрать сварочные электроды. Наиболее востребованными и качественными марками являются:
- УОНИ–13/55 : подойдут для профессиональной сварки. Такие стержни гарантируют качественные швы даже при экстремально заниженной температуре воздуха и хорошие показатели плотности Для такой сварки требуется постоянный ток на обратной полярности и чистота окраин заготовок, иначе могут появиться поры.
- МР–3 : является самой универсальной маркой стержней. Качественной сварке не помешают ни загрязнения, ни повышенная влажность, ни ржавчина на конструкциях. Обмазка на таких стержнях рутиловая, процесс лучше проводить на постоянном или переменном токах. Плюсы этой марки – минимальное разбрызгивание металл и стабильная дуга в пространственных положениях.
- МР–3С : используется при сварке с высокими требованиями ко шву необходимости повышенной пластичности и прочности. Подходит как переменный, так и постоянный ток с обратной полярностью.
- АНО : считается наиболее востребованной маркой сварочных стержней. Такие электроды показывают отличные сварочные швы, просты в применении, а также зажигаются без каких-либо дополнительных усилий. Отлично подойдут для новичков сварного дела.
Импортные сварочные электроды
- ОК — 46.00 : лидер по популярности использования в соотношении цена-качество шведской фирмы ESAB. Электроды имеют рутилово-целлюлозное покрытие. Легко зажигаются и горят даже при частичном отсыревании. Прекрасно подходят для сварки во всех пространственных положений. Можно сказать идеальный вариант для домашних мастеров. Все же не рекомендуется использовать в ответственных конструкциях.
- Omnia 46: электроды с рутилово-целлюлозным покрытием от американской компании Lincoln Electric. Прекрасный вариант для начинающих сварщиков и опытных мастеров. Последние разработки обмазки позволили добиться стабильной сварочной дуги и легкого розжига даже при низком качестве сварочного тока. Обеспечивают надежное сварное соединение при малом разбрызгивании и легком отделении шлака. Крайне не желательно держать во влажной среде.
- LB-52U: электроды с основным покрытием от японского производителя Kobe Steel, Ltd. под брендом Kobelco. Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов.
Недостатком можно считать низкое качество работы без должной прокали при температурах свыше 300 С
Знание подобных классификаций помогут вам определиться, какие электроды выбрать.
Лучшие электроды определяются для начинающего пользователя с течение времени и появлении большого опыта. Слушать советы о том, как выбирать электрод для сварки у профессионала – не лучшая идея. Существует множество марок, а также видов электродов, сравнив их характеристики можно самому определиться, что будет более подходящим в конкретной ситуации. От типа вида электрода и его марки будет, зависит итог всех работ. Способность правильно подбирать электроды вам пригодится для получения хорошего шва, а также отличного результата.
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм . – 40 – 80 Ампер. «Двойка» — пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм . – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает — добавьте 5-10 Ампер, если и 80 Ампер мало — крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) — только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96.40 . ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Прямая полярность и обратная полярность.
Если электрод на «+», а клемма на «-«, то больше плавится электрод. — это называется обратная полярность.
Если электрод на «-«, а клемма на «+», то больше плавится свариваемый металл. — это называется прямая полярность.
Постоянный ток — это DC, переменный ток — это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Сварка является сегодня востребованным процессом как в работе профессиональных мастеров, так и домашних специалистов. С ее помощью можно починить металлические изделия, а также при необходимости создать новые. Чтобы качество швов было достойным, требуется минимальный опыт работы со сварочным аппаратом. Не последнюю роль играет правильно подобранный расходный материал.
Поэтому многих начинающих сварщиков интересует вопрос о том, какие электроды выбрать для Отнестись к этому процессу следует ответственно. Советы опытных мастеров помогут понять разницу между представленным материалом и подобрать оптимальный вариант для каждого типа работы.
Как выбрать электрод
Рассмотрев, какие лучше выбрать электроды для инверторной сварки, стоит сказать несколько слов об особенностях их покупки. В первую очередь необходимо обратить внимание на состав покрытия, нанесенного на изделие. Эту информацию можно найти в инструкции по применению. Это позволит подобрать нужную разновидность в соответствии с типом материала.

Также не стоит приобретать изделия, которые не имеют соответствующих сертификатов качества. Это может быть небезопасным. Качество швов при использовании сомнительных материалов может сильно отличаться от желаемого результата. Поэтому к процессу выбора и покупки необходимо отнестись ответственно.
Рассмотрев, какие электроды выбрать для сварки инвертором, даже начинающий мастер сможет приобрести правильную разновидность. Работа при этом пройдет быстро и безопасно. Результат получится хорошим даже у новичка.
Современный рынок предлагает множество типов электродов для выполнения различных сварочных работ. Многие из них разделяются по типу используемого тока, что очень удобно как для производителей, так и для мастеров. Поэтому большинство сварщиков используют электроды постоянного и переменного тока. В этой статье мы подробно расскажем, какие электроды лучше для сварки с использованием переменного тока и чем отличаются электроды постоянного тока от электродов переменного.
Где используется переменный ток
Переменный ток, переменное напряжение или, как его часто называют, просто «переменка» широко используется и при любительской сварке в гараже, и при сборке сложных металлоконструкций на заводе. Аппараты с «переменкой» завоевали свою популярность благодаря демократичной цене и простоте эксплуатации. Поэтому многие начинающие и опытные сварщики имеют в своем арсенале хотя бы один сварочник с переменным напряжением.
Для работы сварщику необходим не только аппарат, но и расходные материалы, в частности электроды. У многих начинающих сварщиков возникает вопрос: «В чем отличия электродов для переменного и постоянного тока?». Отвечаем: электроды переменного тока от электродов постоянного отличаются тем, что вы можете без страха использовать их при сварке с любым током, а вот электроды для «постоянки» запрещено использовать для переменного напряжения. Поэтому электроды для переменного тока и качественной сварки можно назвать универсальными, что является большим преимуществом. Какие еще плюсы и минусы есть у такого типа электродов?
Виды обмазок для электродов
На данный момент производители предлагают электроды с четырьмя видами обмазки (или покрытия):
- Кислое покрытие. В его состав в большом количестве входит железо и марганец, иногда к ним добавляют титан и кремнезем. Сами электроды маркируются буквой «А». Такое покрытие позволяет варить неочищенный металл, но при этом весьма токсично.
- Основной покрытие. Одно из самых популярных, имеет индекс «Б». Электродами с основным покрытием можно работать на переменном токе, но мы не рекомендуем это делать. Потенциал ионизации у основного покрытия крайне мал, а это важно при работе с переменным напряжением.
- Рутиловое покрытие. Наиболее подходящее и востребованное среди электродов для работы с переменкой. Процесс сварки быстрый и удобный, металл разбрызгивается меньше, а качество шва заметно лучше. Маркируются буквой «Р».
- Целлюлозное покрытие. Оно менее распространено из-за сильного разбрызгивания металла при работе с такими электродами, но в целом подходит и для переменки, и для постоянки. Имеет индекс «Ц/С».
Лучшие модели
Мы выбрали марки электродов, популярных у профессионалов и новичков. Конечно, это не все типы электродов, предлагаемых на рынке, но с них можно начать без страха испортить работу:
- ОЗС-12 с рутиловым покрытием. Эта марка широко используется при сварке особо важных металлических конструкций, когда требуется повышенное качество сварных швов. Дуга очень устойчивая, в шве не образуются поры, материал нетоксичен.
- МР-3. Наиболее популярный диаметр у этой марки — 3 мм. Используется для сварки стали с небольшим содержанием углерода. Швы так же получаются качественными и надежными, можно варить неочищенный металл.
- АНО-4. В большинстве случаев такие электроды используются в работе со сталью, в составе которой содержится большое количество углерода. Они легко зажигаются, не образуют трещин, шлак легко удаляется с поверхности детали, и, по сравнению с другими марками, металл почти не разбрызгивается.
- МР-3С с рутиловым покрытием. Так же, как и предыдущие электроды, применяются для работы со сталью с высоким содержанием углерода. Это самый распространенный тип электрода для работы с переменкой. Дуга легко воспламеняется и стабильно держится, шов не окисляется и получается относительно ровным, надежным и устойчивым к механическим нагрузкам. Можно варить в любом положении, что удобно в труднодоступных местах. Мы рекомендуем эту марку новичкам.
- АНО-6. По аналогии с МР-3 их так же используют для сварки стали с низким содержанием углерода. Можно без проблем варить по неочищенному металлу и в местах слабой коррозии, дуга горит ровно и стабильно, шов получается прочным и долговечным.